Diseño y Tecnología
Revista
Industrial Data 22(2): 7-26 (2019)
DOI: http://dx.doi.org/10.15381/idata.v22i2.15079
ISSN:
1560-9146 (Impreso) / ISSN: 1810-9993 (Electrónico)
Recibido: 30/08/2018
Aceptado: 25/04/2019
RESPUESTA TERMOGRÁFICA DE BLOQUES DE CONCRETO PARA USO NO
ESTRUCTURAL PREPARADOS CON CENIZA INDUSTRIAL
Cristian David Ballesteros Giraldo[1]
María Fernanda Serrano Guzmán[2]
Diego Darío Pérez Ruiz[3]
RESUMEN
La ceniza es un residuo proveniente de diferentes actividades
comerciales. En el caso de la industria del papel, este resto que proviene de
la combustión del carbón empleado en el proceso productivo representa un
problema en su disposición. Esa es la razón por la cual se ha evaluado su
aprovechamiento en la producción de bloques de concreto. Este estudio tiene
como objetivo comparar la respuesta termográfica de bloques de concreto para
aplicaciones no estructurales que han sido preparados con esta ceniza y
manufacturados de forma industrial. Adicionalmente, se compara el
comportamiento mecánico de los bloques cuando se sustituye porcentualmente la
ceniza por el cemento. Asimismo, se hicieron sustituciones del 10, 20, 30 y 40%
de ceniza por cemento en bloques preparados según control de calidad de una fábrica
de bloques. Ensayos especializados, tales como la difracción de rayos X y la
microscopía, demostraron la ausencia de sustancias tóxicas en la ceniza. El
estudio reveló que la capacidad de absorción térmica aumenta a medida que
aumenta la cantidad de ceniza.
Palabras clave: bloques, ceniza, residuos industriales, aislamiento térmico,
resistencia.
INTRODUCCIÓN
La
construcción es un sector económico que dinamiza diferentes sectores productivos
y también exige el consumo de diferentes materias primas, equipo y recurso
humano (Cámara
Colombiana de la Construcción y Coordenada Urbana, 2014). En general, esta industria genera importantes ingresos,
pero también produce muchos residuos. No obstante, otras industrias, como las
de fabricación de papel, también generan residuos, tipo ceniza, cuya producción
puede alcanzar hasta dos toneladas por mes (Vidal, 2016). El exceso de
producción de residuos y los inconvenientes causados por la falta de espacio
para la disposición de los mismos, así como la necesidad de mantener un consumo
sostenible de las materias primas, ha incentivado estudios en los cuales se evalúa
el efecto de la adición de residuos industriales, como la ceniza, en la
producción de cemento o concreto. Por esta razón, la ceniza que proviene de
diversas fuentes como la incineración de la cáscara de arroz, la desorción
térmica de lodos provenientes del proceso de extracción de hidrocarburos, la
incineración de combustibles, de centrales térmicas, entre otras, ha sido
evaluada para darle otro uso, obteniéndose variados resultados.
Por ejemplo, la cáscara
de arroz en proporciones de 5 a 20% arrojó mezclas de concreto con baja
permeabilidad por la reducción de los poros, situación que mejora la
resistencia de estas mezclas al ataque de agentes agresivos (Azevedo et al., 2001). Posteriormente, en un estudio
de Giaccio et al. (2007) se empleó la
sustitución del 10% de cemento por ceniza y se obtuvieron mezclas de concreto
de alta resistencia (80 MPa) con un buen comportamiento de absorción
superficial. Otros estudios reportan que dosificaciones del 20% de ceniza volante
y del 20% de ceniza proveniente del arroz, luego de 56 días de curado, permiten
desarrollar concretos con resistencias de hasta 130 MPa (Le y Ludwig, 2016). En
el caso de la ceniza proveniente de procesos de desorción térmica de lodos de
locaciones petroleras, puede acelerar el tiempo de fraguado inicial cuando es
añadida en porcentajes menores a 15%, aunque se aprecia una reducción de la
resistencia a la compresión hasta de 12% con relación a las mezclas testigo
(Serrano et al., 2013). Por otro lado,
con la ceniza proveniente de la incineración de combustibles se han producido
mezclas con resistencias a compresión hasta de 125 MPa cuando se adiciona en porcentajes
del 25 y 55% (Xu et al., 2003). Con
las cenizas volcánicas añadidas en porcentajes del 50%, las mezclas han
presentado una resistencia a compresión en promedio de 15 MPa (Hossain y
Lachemi, 2010). Finalmente,
en cuanto a la ceniza producto de la combustión de carbón pulverizado en
plantas de energía, cuando es añadida como sustitución del 10% del cemento,
produce comportamientos eficaces en la mejora de las propiedades mecánicas del
concreto (Asi y Abdullah, 2005), pudiendo alcanzar en algunos casos resistencias
de hasta 51 MPa (Nuruddin et al., 2011),
además que se mejora la durabilidad del concreto expuesto a medios salinos
(Chousidis et al., 2015).
Como bien afirman Topcu et al.
(2008), los orígenes de la ceniza son variados, así como los usos en la
producción de mortero y concreto (Teixeira et
al., 2016) para la fabricación de bloques de concreto para uso no
estructural como gres porcelánico (Delgado et
al., 2015), en concretos y morteros modificados (Serrano et al., 2012; Serrano et al., 2013), así como también como
material empleado en soluciones de geotecnia y suelos y en otros usos de tipo agrícola
(Slim et al., 2016) o en andenes (Bouzoubaâ et al., 2011). Asimismo, como
la ceniza es empleada como sustitución del cemento, las mezclas producidas son más
económicas y, en la mayoría de estudios realizados, han demostrado aumento de
la resistencia y la durabilidad de las mezclas, llegando a recomendarse su uso
en concretos de alto desempeño (Bui et al.,
2005).
En este contexto, el objetivo de este trabajo es presentar la
respuesta termográfica al incluir un residuo de la industria del papel en la
fabricación de bloques de concreto conforme al sistema productivo de una
empresa colombiana y evaluar la respuesta mecánica a compresión de los bloques
producidos frente a los estándares de dicha empresa. Este tipo de mampuesto
abre el espacio para una alianza entre los productores de bloques y de papel
por cuanto los resultados de esta investigación indican que la adición de
ceniza no afectó la resistencia a compresión del bloque producido y mejoró su
respuesta a los cambios de temperatura.
METODOLOGÍA
El
análisis de la respuesta térmica de bloques se hizo en dos etapas: se inició con
el análisis de la ceniza suministrada por la fábrica de papel y se finalizó con
el análisis de la respuesta térmica de los bloques.
Caracterización microscópica de la ceniza
Se
utilizó un microscopio electrónico de barrido JEOL modelo JSM 6490 LV y se
revisaron los cambios de composición química a través de las imágenes mediante
un voltaje de aceleración de 15 kV. Adicionalmente,
se efectuaron microanálisis químicos de las muestras sobre varios puntos o
áreas de inspección. Para ello, se utilizó una sonda EDS de Oxford Instrument
Modelo INCAPentaFETx3.
Ensayo difracción de rayos X
Para los análisis con rayos X, se empleó un equipo de
alta resolución (X’Pert-MRD PANalytical) y los datos fueron analizados empleando
el software Xpert Data. La
caracterización de la muestra se realizó comparando las reflexiones obtenidas con
las reportadas en la base de datos PDF2-Release-2009 International Centre for
Diffraction Data (ICDD) para materiales puros y policristalinos.
Procedimiento para la fabricación de los bloques
estudiados
Cada fabricante
de bloques emplea una dosificación particular para la preparación de estos.
Dicha dosificación puede variar entre empresas productoras de bloques, señala
Fernandes (2015), por cuanto los materiales se acondicionan en una misma línea
de producción, según las condiciones del material, estado de la maquinaria y
otros factores que afectan la calidad de las piezas (Buitrago, 2015). Por ello,
en esta investigación se utilizó un procedimiento industrializado para la
producción de treinta bloques típicos del Valle del Cauca (Colombia), dosificación
a la cual se le hicieron ajustes para preparar bloques con sustituciones del 10,
20, 30 y 40% de cemento por ceniza, según las proporciones indicadas en la tabla
1. Adicionalmente, se realizó el ensayo de granulometría para agregados finos
siguiendo la norma ASTM C-136.
Tabla 1. Matriz experimental.
|
Bloque |
Cemento
kg |
Polvillo
m3 |
Arena
m3 |
Agua
l |
Aditivo
cc |
Ceniza
kg |
|
Testigo |
50 |
0,231 |
0,099 |
18,00 |
200 |
0,00 |
|
Sustitución 10% |
45 |
0,231 |
0,099 |
20,00 |
200 |
5,00 |
|
Sustitución 20% |
40 |
0,231 |
0,099 |
22,00 |
200 |
10,00 |
|
Sustitución 30% |
35 |
0,231 |
0,099 |
25,50 |
200 |
15,00 |
|
Sustitución 40% |
30 |
0,231 |
0,099 |
25,50 |
200 |
20,00 |
Fuente: basado de Ballesteros
(2016).
Las
etapas de producción de los bloques estudiados se resumen así:
·
Se revisó el
estado de la maquinaria y de las materias primas.
·
Se estableció
la textura requerida para bloques de uso no estructural.
·
Se revisó la
cohesión de la mezcla para garantizar que el bloque permaneciera íntegro
durante su fabricación.
·
Se compactó el
bloque y se verificó si tenía consistencia dura (con la prueba del «dedo duro»)
y si, al verterle agua en la superficie, esta no pasaba libremente a través del
material. Se almacenaron los bloques en el cuarto de curado.
·
Se llevó a
cabo el control de calidad de los bloques según las normas técnicas de calidad
del Instituto Colombiano de Normas Técnicas NTC 4205-1, 4205-2 y 4205-3, con el
fin de determinar el peso, la absorción total, la densidad, el volumen neto y el
área neta.
·
Se procedió a
realizar el ensayo de compresión de las unidades secas, teniendo en cuenta la
dirección en que estarían puestos en servicio los bloques; en este caso, con
los huecos verticales (norma NTC-ISO 7500-1 para clase 1).
Pruebas termográficas
La
cámara termográfica debe mantenerse a la misma distancia focal (0,70 m),
perpendicular a la cara del espécimen monitoreada y conservando la misma altura
del trípode (0,30 m). Esta cámara resalta las variaciones de temperatura y los
puntos calientes en tiempo real y permite combinar la imagen de luz visible con
una imagen térmica procedente del objeto de estudio (Dirección General de
Industria, Energía y Minas de la Comunidad de Madrid y la Fundación de la
Energía de la Comunidad de Madrid, 2011). Se evaluó la respuesta de temperatura
de los bloques previamente expuestos tres días a radiación solar.
Adicionalmente, con un sensor de temperatura y humedad se tomaron lecturas de
estos parámetros con el fin de incorporar estos datos para la calibración y procesamiento
de datos con la cámara.
RESULTADOS
La arena y el
polvillo de cantera presentaron un módulo de finura de 2,43 y 2,78,
respectivamente, por lo que ambos materiales se pueden clasificar como arena con
alta presencia de finos. En cuanto a la ceniza, el ensayo realizado con el
microscopio electrónico de barrido permitió identificar su composición química (ver
tabla 2), según resultados obtenidos en los siete puntos señalados en la figura
1, que muestra el detalle microscópico de la ceniza con magnificación de la
superficie de cincuenta veces. Los resultados de la composición química indican
la presencia de carbono, oxígeno y silicio, con valores promedio de
concentración de 48.2, 24.5 y 11.9%, respectivamente, lo que sugiere que la
ceniza podría ser utilizada en la producción de concreto.
Tabla 2. Composición química de la ceniza
(cantidades en porcentaje).
|
Espectro |
C |
O |
Na |
Al |
Si |
K |
Ca |
Ti |
Fe |
|
1 |
11,64 |
36,75 |
2,87 |
19,96 |
23,27 |
2,23 |
3,29 |
||
|
2 |
85,81 |
11,01 |
1,57 |
1,62 |
|||||
|
3 |
63,55 |
19,20 |
3,09 |
11,85 |
2,31 |
||||
|
4 |
25,73 |
39,15 |
1,72 |
3,92 |
28,33 |
1,14 |
|||
|
5 |
15,48 |
16,96 |
5,31 |
8,84 |
0,88 |
52,53 |
|||
|
6 |
76,96 |
18,34 |
2,39 |
2,31 |
|||||
|
7 |
58,20 |
30,20 |
4,70 |
6,90 |
|||||
|
Promedio |
48,20 |
24,52 |
2,30 |
5,85 |
11,87 |
1,14 |
1,60 |
2,23 |
27,91 |
|
Desviación estándar |
30,20 |
10,80 |
0,80 |
6,40 |
10,30 |
N. A. |
1,00 |
N. A. |
34,80 |
|
Coeficiente de variación |
62,70 |
44,00 |
34,80 |
109,40 |
86,80 |
N. A. |
62,50 |
N. A. |
124,70 |
Fuente: basado de
Ballesteros (2016).
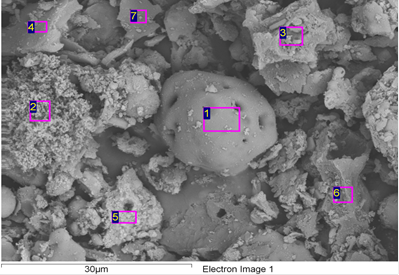
Figura 1.
Detalle microscópico de la ceniza.
Fuente: Informe
del Laboratorio de Difracción de Rayos X de la Universidad del Valle, tomado de
Ballesteros (2016).
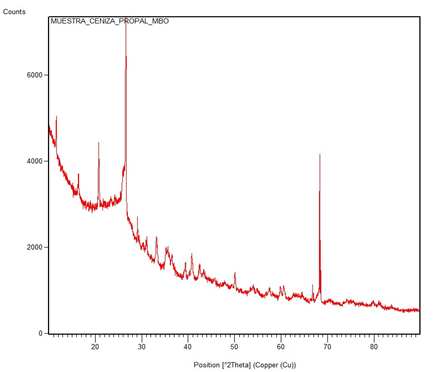
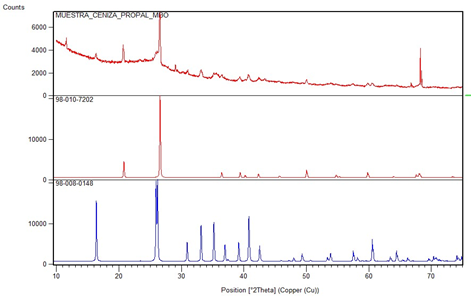
Los resultados del análisis por difracción de rayos X
muestran las fases (códigos 98-010-7202 y 98-008-0148) presentes en el material
(ver figuras 2 y 3) identificadas en la base de datos consultada como óxido de
silicio en estructura cristalográfica hexagonal y óxido de silicio de aluminio
en estructura cristalográfica ortorrómbico, respectivamente. Estos resultados
sugirieron la posibilidad de usar esta ceniza en la fabricación de bloques.
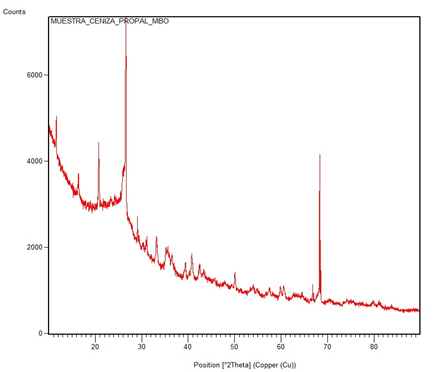
Figura
2. Difractograma de la muestra de
ceniza.
Fuente:
Informe del Laboratorio de Difracción de Rayos X de la Universidad del Valle,
tomado de Ballesteros (2016).
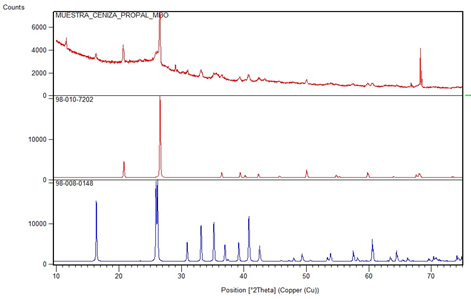
Figura
3. Difractograma y fases de la muestra de ceniza.
Fuente:
Informe del Laboratorio de Difracción de Rayos X de la Universidad del Valle,
tomado de Ballesteros (2016).
Con
relación a la absorción y densidad de los bloques de concreto, según la Norma
Técnica Colombiana NTC 4076, los bloques con ceniza cumplieron lo establecido
para concretos con densidades de 2000 kg/m3 o más, que deben tener
un porcentaje de absorción total no superior al 12% (ver tabla 3).
Tabla 3. Absorción total y
densidad de los especímenes.
|
Propiedad |
Testigo |
10% ceniza |
20% ceniza |
30% ceniza |
40% ceniza |
|
Absorción de agua (%) |
6,7% |
7,64% |
8,94% |
8,18% |
9,30% |
|
Densidad (kg/m3) |
2,211 |
2,156 |
2,107 |
2,088 |
2,080 |
Fuente: basado de
Ballesteros (2016).
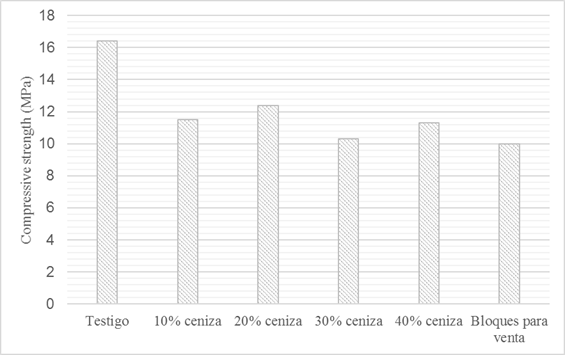
Los
especímenes sin ceniza, así como los especímenes con las diferentes adiciones,
presentaron a los 28 días resistencias mayores o iguales a 10 MPa, que es el
valor de la resistencia de los bloques para uso no estructural que se ofrecen
en el mercado (ver figura 4).
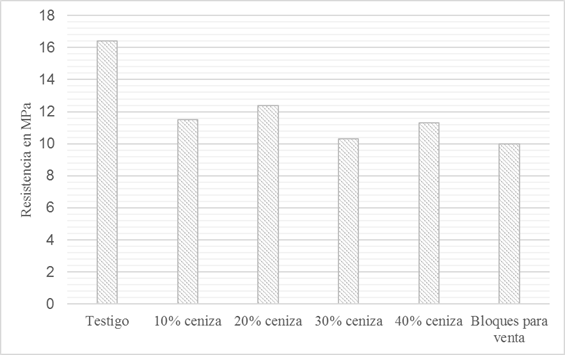
Figura 4. Resistencias
promedio a compresión de los bloques.
Fuente: basado de
Ballesteros (2016).
En
general, la resistencia mecánica de los bloques preparados superó la
resistencia mecánica de los bloques ofrecidos normalmente en el mercado (tabla
4).
Tabla 4. Resultados de
resistencia a compresión.
|
Espécimen |
MPa |
Desviación
estándar |
Varianza |
|
Testigo |
16,4 |
2,4 |
5,8 |
|
10% ceniza |
11,5 |
2,4 |
5,6 |
|
20% ceniza |
12,4 |
1,4 |
1,9 |
|
30% ceniza |
10,3 |
1,6 |
2,4 |
|
40% ceniza |
11,3 |
1,6 |
2,5 |
Fuente:
basado de Ballesteros (2016).
El comportamiento
mecánico de los bloques modificados ensayados demostró que puede usarse la
ceniza como reemplazo del cemento 40%, por cuanto en todos los casos la
resistencia del bloque fue superior a la resistencia del bloque estándar.
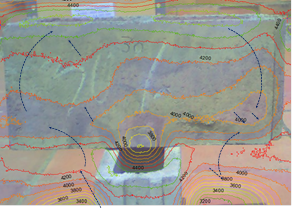
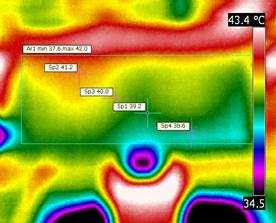
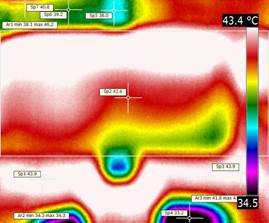
Al instante
de la captura termográfica, la temperatura fue de 37,5 °C, con una humedad del
52%. En general, la respuesta térmica de los bloques reveló que todos tuvieron
la capacidad de absorber calor y que, en la medida en que se incrementó la
proporción de ceniza, la capacidad de absorción también aumentó. Sin embargo, los
huecos propios de la estructura de los bloques favorecen el paso del aire lo
que hace que se concentre la temperatura hacia el centro del espécimen y,
finalmente, logra que ocurra un descenso de temperatura hacia la parte superior
donde nuevamente se presenta circulación de aire, como se observa en la
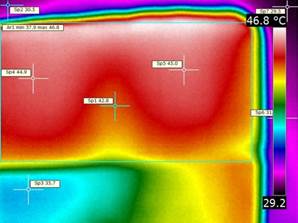
respuesta térmica de los bloques (ver figuras 5a a 5e). Para el caso del bloque
testigo (sin ceniza, figura 5a), en el área demarcada (Ar1) se observa que la
temperatura varía entre 37,6 y 42 °C, mientras que en la zona central del
bloque se mantiene una temperatura de 39,2 °C. El piso de arcilla vitrificada
se encuentra a una temperatura promedio de 40,7 °C; mientras que la zona sobre
la cual se proyecta la sombra del bloque muestra los valores más bajos de
temperatura (34,3 °C).
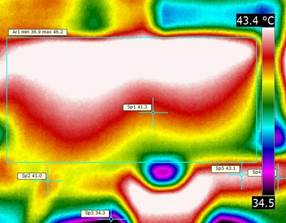
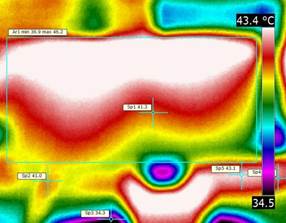
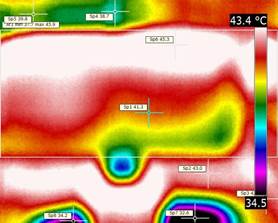
En cuanto al
bloque con adición del 10% de ceniza (ver figura 5b), este presentó una
variación de temperatura entre 36,9 y 46,2 °C, con un valor de temperatura para
la zona central del bloque de 41,3 °C. El piso en arcilla vitrificada, al
momento de la toma de las imágenes, se encontraba a 41 °C de temperatura,
mientras que la zona bajo la sombra estaba a 34,3 °C. Al igual que en el caso
del testigo, existe una circulación de aire causada por la ubicación del
espécimen sobre el bloque de apoyo; aun así, la temperatura aumentó
aproximadamente 1 °C frente a la temperatura del testigo (ver figura 5b).
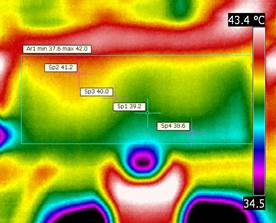
a) Bloque testigo.
b) Bloque con
adición de 10% de ceniza.
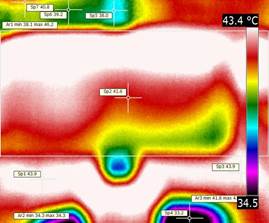
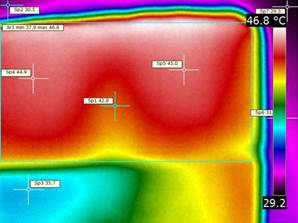
c) Bloque con adición de 20% de ceniza. d) Bloque con adición de 30% de ceniza.
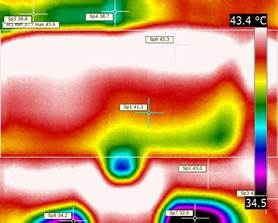
e) Bloque con adición de 40% de ceniza.
Figura 5. Variaciones de
temperatura para diferentes adiciones de ceniza.
Fuente:
basado de Ballesteros (2016).
Con relación
al bloque con 20% de sustitución de ceniza, la temperatura registrada osciló entre
38,1 y 46,2 °C, con una temperatura al centro de 41,6 °C (figura 5c). Por su
parte, los bloques fabricados con 30% de sustitución con ceniza muestran
temperaturas que varían entre 37,7 y 45,9 °C, con una temperatura al centro de
42,3 °C.
Finalmente, en
el bloque preparado con 40% de ceniza, las temperaturas oscilaron entre 37,9 y
46,8 °C, con una temperatura al centro de 42,8 °C (figura 5e), 3,6 °C por
encima del valor reportado en el bloque testigo, mostrando una tendencia
ascendente, lo que sugiere que la adición de ceniza reduce la capacidad de
refracción del concreto aumentado las temperaturas.
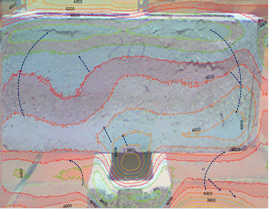
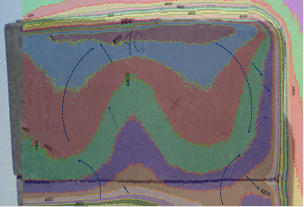
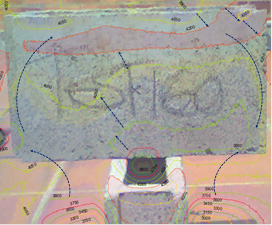
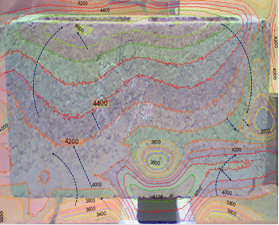
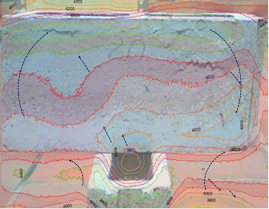
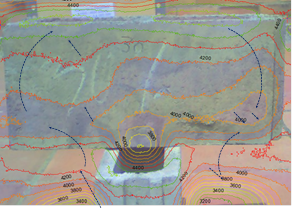
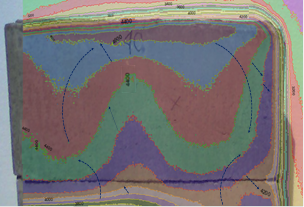
De las figuras 6a a
6e se puede observar la variación térmica de los mampuestos y la máxima
temperatura promedio hacia el centro, situación que se puede resumir de la
siguiente forma:
·
39,8 °C en los
bloques testigos (figura 6a).
·
41,6 °C en bloques
preparados con 10% de ceniza (figura 6b).
·
42,2 °C en
aquellos bloques con 20% de ceniza (figura 6c).
·
41,8 °C en los
que fueron preparados con 30% de ceniza (figura 6d).
·
42,4 °C en los
bloques en cuya fabricación se sustituyó el 40% de cemento por ceniza (figura 6e).
En este estudio se
tomaron los valores de temperatura de bloques individuales; sin embargo, es
importante tener presente que el comportamiento termográfico se debe hacer en
un muro de manera que sea posible estimar la radiación térmica absorbida por
unidad de tiempo y unidad de superficie para definir, a nivel constructivo, si
se requiere el uso de aislantes térmicos en aquellas zonas en donde se
concentra la temperatura en el muro. Con esta base, se recomienda continuar los estudios experimentales para corroborar el
compartimiento térmico identificado en los bloques, analizando el fenómeno en
muros o muretes. Con relación a la adición de la ceniza proveniente de la
combustión del carbón en el proceso de producción del papel los resultados de
las pruebas a compresión confirman que esta ceniza podría ser empleada para la
fabricación de bloques de concreto, incluso en sustituciones hasta del 40% de
ceniza por cemento, tal y como lo sugieren otros estudios como el de Bouzoubaâ et al. (2011). Otros niveles de
sustitución de cemento por cenizas también son atractivos (Asi y Abdullah,
2005; Topcu et al., 2008; Nuruddin et al., 2011; Chousidis et al.,
2015; Rebeiz y Craft, 2002).
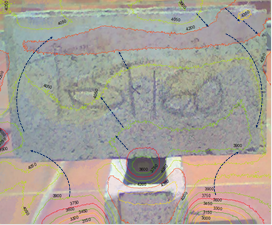
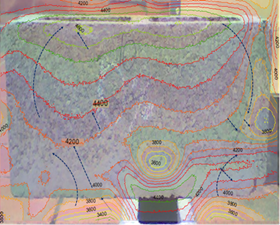
a) Máx. temperatura hacia el centro 40,5 oC. b) Máx.
temperatura hacia el centro 44 oC.
c) Máx.
temperatura hacia el centro 42 oC. d) Máx. temperatura hacia el centro 42 oC.
e) Máx. temperatura hacia
el centro 44 oC.
Figura 6. Representación
de curvas de temperatura para diferentes adiciones de ceniza.
Fuente: basado de Ballesteros (2016).
CONCLUSIONES
El progreso de la economía exige, en ocasiones, un consumo acelerado de
recursos y materias primas, con el consecuente problema ambiental de la
generación de residuos industriales. En este contexto, existe la posibilidad de
hacer alianzas entre las empresas privadas, universidades y centros de investigación
de modo que se estudien soluciones a problemas productivos relacionados con el
medio ambiente y la fabricación de nuevos materiales. Por ejemplo, en este
estudio se vinculó a una empresa productora de papel con una productora de
bloques de concreto para estudiar la factibilidad de fabricar bloques de
concreto adicionados con ceniza para uso no estructural. Se observó que los
bloques de concreto pueden ser preparados con sustituciones hasta del 40% de
ceniza sin afectar la resistencia que se ofrece al mercado en los bloques
convencionales. Los estudios termográficos realizados en los bloques
adicionados con cenizas industriales sugieren, de manera preliminar, que este
material constructivo puede ser empleado para absorber el calor, lo que deberá
corroborarse con investigaciones futuras.
AGRADECIMIENTOS
Se
agradece la colaboración de la empresa Blokes S. A. y de la empresa Propal, así
como de los estudiantes Juan Pablo Sánchez y Alejandro Torres de Ingeniería
Civil de la Pontificia Universidad Javeriana Cali.
REFERENCIAS BIBLIOGRÁFICAS
[1]
Asi, I. y Abdullah, A. (2005). Effect of Jordanian oil shale fly ash on asphalt mixes.
Journal of Materials in Civil Engineering,
17(5), 553-559.
[2]
Azevedo, A. A.; Martins, M. C. y Dal Molin, D. C. (2001). A study of the penetration of chloride
in rice-husk ash concrete. International
Concrete, 202, 379-396.
[3]
Ballesteros,
C. D. (2016). Ecobloques para aplicaciones
no estructurales en el sector de la construcción. (Trabajo de maestría). Pontificia Universidad Javeriana,
Cali, Colombia. Recuperado de http://vitela.javerianacali.edu.co/handle/11522/7312.
[4]
Bouzoubaâ, N.; Bilodeau, A.;
Fournier, B.; Hooton, R. D.; Gagné, R. y Jolin, M. (2011). Deicing salt scaling
resistance of concrete incorporating fly ash and (or) silica fume: laboratory
and field sidewalk test data. The
Canadian Journal of Civil Engineering, 38,
373-382. Recuperado de https://www.nrcresearchpress.com/doi/full/10.1139/L08-067.
[5]
Bui, D.; Hu, J. y Stroeven, P. (2005). Particle size effect on the strength
of rice husk ash blended gap-graded portland cement concrete. Cement and Concrete Composites, 27(3), 357-366.
[6]
Buitrago, R. (2015). Comunicación personal en la planta de
producción de Blokes S. A. Cali, Colombia: s. e.
[7]
Cámara Colombiana de la Construcción (2014). Tendencias
de la construcción: economía y coyuntura sectorial. Informe de investigación:
Características del mercado laboral en el sector de la construcción. Bogotá, Colombia: Coordenada
Urbana.
[8]
Chousidis, N.; Rakanta, E.; Ioannou, I. y Batis, G. (2015). Mechanical
properties and durability performance of reinforced concrete containing fly ash.
Construction and Building Materials, 101, 810-817.
[9] Delgado, J.; Martínez, J. P.; Guzmán,
A.; Delvasto, S.; Amigó, V. y Sánchez, E. (2015). Reemplazo del cuarzo por ceniza de tamo de arroz en la manufactura de
gres porcelánico. Revista EIA, 12(23), 41-50. Recuperado de https://revistas.eia.edu.co/index.php/reveia/article/view/719/671.
[10]
Guía de la termografía infrarroja. Aplicaciones en ahorro
y eficiencia energética (2011).
Madrid, España: Dirección General de Industria, Energía y Minas de la Comunidad
de Madrid / Fundación de la Energía de la Comunidad de Madrid. Recuperado de: http://www.madrid.org/bvirtual/BVCM015258.pdf.
[11]
Fernandes, I. (2015). Blocos e
Pavers: produção e controle de qualidade. Sexta edición. São Paulo, Brasil:
Treino Assessoria e Treinamentos Empresariais Ltda.
[12]
Giaccio, G.; Rodríguez, G. y Zerbino, R. (2007). Failure mechanism of normal and
high-strength concrete with rice-husk ash. Cement
Concrete Composites, 29(7),
566-574.
[13]
Hossain, K. M. A. y Lachemi, M. (2010). Fresh, mechanical, and durability
characteristics of self-consolidating concrete incorporating volcanic ash. Journal of Materials in Civil Engineering,
22(7), 651-657.
[14]
Le, H. T. y Ludwig, H. M. (2016). Effect of rice husk ash and other mineral
admixtures on properties of self-compacting high performance concrete. Materials and Design, 89, 156–166. Recuperado de https://www.infona.pl/resource/ bwmeta1.element.elsevier-64262915-e181-3efd-ab26-310bf86be35d.
[15]
Nuruddin, M. F.; Demie, S. y Shaf, N. (2011). Effect of mix composition
on workability and compressive strength of self-compacting geopolymer concrete.
The Canadian Journal of Civil Engineering,
38(11), 1196-1203.
[16]
Rebeiz, K. y Craft, A. (2002). Polymer concrete using coal fly ash, Journal of Energy Engineering, 128(3), 62-73.
[17] Serrano, M. F.; Pérez, D. D.; Barajas, C. y Oquendo, D. (2012).
Beneficios del uso de agregados no convencionales en mezclas de concreto. Cemento y Hormigón, (951), 46-51.
[18] Serrano, M. F.; Pérez, D. D.; Sarmiento, C. O. y Grammes,
F. (2013). Evaluación de las propiedades mecánicas de morteros modificados con
cenizas provenientes de la desorción térmica de aguas de la industria petrolera.
Cemento y Hormigón, (956), 10-14.
[19]
Slim, G.; Morales M.; Alrumaidhin, L.; Bridgman, P.; Gloor, J.; Hoff, S.
y Odem, W. (2016). Optimization of polymer-amended fly ash and paper pulp millings
mixture for alternative landfill liner. Procedia
Engineering, 145, 312-318.
[20]
Teixeira, E. R.; Mateus, R.; Camoes, A. F.; Bragança, L. y Branco, F. (2016).
Comparative environmental
life-cycle analysis of concretes using biomass and coal fly ashes as partial
cement replacement material. Journal of
Cleaner Production, 112(4),
2221-2230.
[21]
Topcu, I. B.; Toprak, M. U. y Akdag, D. (2008). Determination of optimal microwave curing cycle
for fly ash mortars. The Canadian Journal
of Civil Engineering, 35(4),
349-357.
[22]
Vidal, H. (2016).
Comunicación personal. Cali, Colombia.
[23]
Xu, Y.; Wong, Y. L.; Poon, C. S. y Anson, M. (2003). Influence of PFA on
cracking of concrete and cement paste after exposure to high temperatures. Cement and Concrete Research, 33(12), 2009-2016.
Revista Industrial
Data 22(2): 7-26 (2019)
DOI: http://dx.doi.org/10.15381/idata.v22i2.15079
ISSN: 1560-9146 (Impreso) / ISSN: 1810-9993
Received: 30/08/2018
Accepted: 25/04/2019
THERMOGRAPHIC RESPONSE
OF NON-STRUCTURAL CONCRETE BLOCKS MADE WITH INDUSTRIAL ASH
Cristian David Ballesteros Giraldo[4]
María Fernanda Serrano Guzmán[5]
Diego Darío Pérez Ruiz[6]
ABSTRACT
Ash is a waste product of different commercial activities. For the paper
industry, the disposal of this residue, which results from the combustion of
the coal used in the production process, represents a problem. For this reason,
its use in the production of concrete blocks has been evaluated. The objective
of this study is to compare the thermographic response of
industrially-manufactured, non-structural concrete blocks that have been
prepared with this ash. Additionally, the mechanical behavior of the blocks is compared
when the ash is replaced on a percentage basis with cement. Likewise,
substitutions of 10, 20, 30 and 40% of ash for cement were made for blocks that
were prepared in accordance with quality control requirements of a concrete
block plant. Specialized techniques such as X-ray diffraction and microscopy
demonstrated the absence of toxic substances in the ash. The study revealed
that thermal absorption capacity increases as more ash is used.
Keywords: blocks, ash, industrial waste, thermal insulation, resistance.
INTRODUCTION
Construction is an
economic sector that boosts different productive sectors and also demands the
consumption of different raw materials, equipment and human resources (Cámara
Colombiana de la Construcción y Coordenada Urbana, 2014). In general, this
industry generates important revenues, but also produces a lot of waste.
However, other industries, such as papermaking, also generate waste, like ash,
whose production can reach up to two tons per month (Vidal, 2016). The
excessive production of waste and the inconvenience caused by the lack of space
for its disposal, as well as the need to maintain a sustainable consumption of
raw materials, have encouraged studies on the effect of the addition of
industrial waste, such as ash, in the production of cement or concrete. For
this reason, the ash coming from different sources such as the incineration of
rice husk, the thermal desorption of sludge from hydrocarbon extraction, the incineration
of fuels at thermal power plants, among others, has been evaluated for
alternative uses, obtaining mixed results.
For example, concrete
mixtures including 5 to 20% of rice husk ash resulted in low permeability due
to pore volume decrease, which improves the resistance of these mixtures to
aggressive agents (Azevedo et al., 2001). Subsequently, in a study by
Giaccio et al. (2007) 10% of cement was replaced by ash resulting in
mixtures of high-strength concrete (80MPa) with good surface absorption
behavior. Other studies report that dosages of 20% fly ash and 20% rice husk
ash, after a 56-day curing process, makes it possible to develop concrete with
strength up to 130 MPa. (Le & Ludwig, 2016). The ash from thermal desorption of sludges
from oil locations processes can accelerate the initial setting time when added
in percentages of less than 15%, although a reduction in compressive strength
up to 12% can be seen in relation to control mixtures (Serrano et al.,
2013). On the other hand, mixtures with compressive strengths up to 125 MPa
have been produced by adding pulverized fuel ash in percentages of 25 and 55%
(Xu et al., 2003). By adding volcanic ash in percentages of 50%, the
mixtures have presented an average compressive strength of 15 MPa (Hossain &
Lachemi, 2010). Finally, regarding the ash from pulverized coal combustion in
power plants, when it is added to replace 10% cement, it produces effective
behaviors in the improvement of the mechanical properties of concrete (Asi
& Abdullah, 2005), reaching strengths in some cases up to 51 MPa (Nuruddin et
al., 2011), and furthermore improves the durability of the concrete exposed
to saline environments (Chousidis et al., 2015).
As correctly
stated by Topcu et al. (2008), the origin of the ash is varied, as is
its use in the production of mortar and concrete (Teixeira et al., 2016)
for the manufacture of non-structural concrete blocks such as porcelain
stoneware tile (Delgado et al., 2015), in modified
concrete and mortars (Serrano et al., 2012; Serrano et al.,
2013), as well as its use as material in geotechnical and soil solutions and
other agricultural uses (Slim et al., 2016) or in terraces (Bouzoubaâ et al., 2011). Likewise, as ash is
used as a replacement for cement, the mixtures produced are cheaper and most
studies have shown an increase in the strength and durability of the mixtures,
and their use is recommended in high performance concrete (Bui et al.,
2005).
In this context, the objective of this study is to present
the thermographic response when paper industry waste is included in the
manufacture of concrete blocks according to the production system of a
Colombian company and to compare the mechanical compression response of the
blocks produced against the standards of the company. This type of masonry opens
the door for a partnership between concrete block and paper producers, since
the results of this investigation indicate that the addition of ash did not
affect the compressive strength of the block produced and improved its response
to temperature changes.
METHODOLOGY
The analysis of the thermal response of blocks was
done in two stages: it began with analysis of the ash supplied by the paper
mill and ended with the analysis of the thermal response of the blocks.
Microscopic characterization of ash
A scanning electron microscope (JEOL model JSM 6490 LV)
was used and chemical composition changes were reviewed via the images using an
acceleration voltage of 15 kV. Additionally, chemical microanalyses of
the samples were performed on various inspection points or areas. For this, an Oxford Instrument model INCAPentaFETx3 EDS
probe was used.
X-ray diffraction test
For the X-ray analysis, a high-resolution device
(X’Pert-MRD PANalytical) was used and the data was analyzed using Xpert Data
software. The sample was characterized by comparing the reflections obtained
with those reported in the PDF2-Release-2009 International Center for
Diffraction Data (ICDD) database for pure and polycrystalline materials.
Manufacturing procedure for the blocks
studied
Each
block manufacturer employs a particular dosage for block preparation. This
dosage can vary among block producing companies, according to Fernandes (2005),
since the materials are conditioned in the same production line, depending on
the conditions of the material, state of the machinery and other factors that
affect the quality of the pieces (Buitrago, 2015). Therefore, in this
investigation an industrialized procedure was used for the production of thirty
typical blocks of the Valle del Cauca (Colombia), whose dosage was adjusted to
prepare blocks replacing 10, 20, 30 and 40% cement for ash, according to the
proportions indicated in Table 1. Additionally, the particle size distribution test
for fine aggregates was carried out following the ASTM C-136 standard.
Table
1. Test matrix.
|
Block |
Cement (kg) |
Dust (m3) |
Sand (m3) |
Water l |
Additive (cc) |
Ash (kg) |
|
Control |
50 |
0.231 |
0.099 |
18.00 |
200 |
0.00 |
|
10% replacement |
45 |
0.231 |
0.099 |
20.00 |
200 |
5.00 |
|
20% replacement |
40 |
0.231 |
0.099 |
22.00 |
200 |
10.00 |
|
30% replacement |
35 |
0.231 |
0.099 |
25.50 |
200 |
15.00 |
|
40% replacement |
30 |
0.231 |
0.099 |
25.50 |
200 |
20.00 |
Source: Based on
Ballesteros (2016).
The production stages of the blocks studied are
summarized as follows:
·
The condition of machinery and raw
materials was reviewed.
·
The
texture required for non-structural blocks was established.
·
The cohesion of the mixture was checked to
ensure that the block remained intact during its manufacture.
·
The block was compacted and it was
verified that it had a hard consistency (with the “finger test”) and that, when
pouring water on the surface, it did not pass freely through the material. The
blocks were stored in the curing room.
·
Quality control was carried out in accordance
with Instituto Colombiano de Normas Técnicas [Colombian Institute of Technical
Standards] technical quality standards NTC 4205-1, 4205-2 and 4205-3 in order
to determine weight, total absorption, density, net volume and net area.
·
The compression test on the dry units was
carried out, considering the direction in which the blocks would be put into
service; in this case, with vertical gaps (NTC-ISO 7500-1 standard for class
1).
Thermographic tests
The thermal imager should maintain the same focal
length (0.70 m), perpendicular to the face of the monitored specimen and keep
the same height of the tripod (0.30 m). This imager highlights temperature
variations and hot spots in real time and makes it possible to combine visible
light image with a thermal image from the object of study (Dirección General de
Industria, Energía y Minas de la Comunidad de Madrid y la Fundación de la
Energía de la Comunidad de Madrid, 2011).
The temperature response of blocks previously exposed to solar radiation
for three days was evaluated. Additionally, with a temperature and humidity sensor,
readings of these parameters were taken in order to incorporate this data for
the calibration and data processing with the imager.
RESULTS
Sand and quarry dust had
a fineness modulus of 2.43 and 2.78, respectively, so both materials can be
classified as sand with high fines content. As for the ash, the test performed
with the scanning electron microscope enabled the identification of its
chemical composition (see Table 2), according to results obtained in the seven
points indicated in Figure 1, which shows the microscopic detail of the ash
with fifty times surface magnification.
The results of the chemical composition indicate the presence of carbon,
oxygen and silicon, with average concentration values of 48.2, 24.5 and
11.9%, respectively, suggesting that the ash could be used in the production of
concrete.
Table 2. Chemical
composition of ash (percentage).
|
Spectrum |
C |
O |
Na |
Al |
Si |
K |
Ca |
Ti |
Fe |
|
1 |
11.64 |
36.75 |
2.87 |
19.96 |
23.27 |
2.23 |
3.29 |
||
|
2 |
85.81 |
11.01 |
1.57 |
1.62 |
|||||
|
3 |
63.55 |
19.20 |
3.09 |
11.85 |
2.31 |
||||
|
4 |
25.73 |
39.15 |
1.72 |
3.92 |
28.33 |
1.14 |
|||
|
5 |
15.48 |
16.96 |
5.31 |
8.84 |
0.88 |
52.53 |
|||
|
6 |
76.96 |
18.34 |
2.39 |
2.31 |
|||||
|
7 |
58.20 |
30.20 |
4.70 |
6.90 |
|||||
|
Average |
48.20 |
24.52 |
2.30 |
5.85 |
11.87 |
1.14 |
1.60 |
2.23 |
27.91 |
|
Standard deviation |
30.20 |
10.80 |
0.80 |
6.40 |
10.30 |
NA |
1.00 |
NA |
34.80 |
|
Coefficient of variation |
62.70 |
44.00 |
34.80 |
109.40 |
86.80 |
NA |
62.50 |
NA |
124.70 |
Source: Based on
Ballesteros (2016).
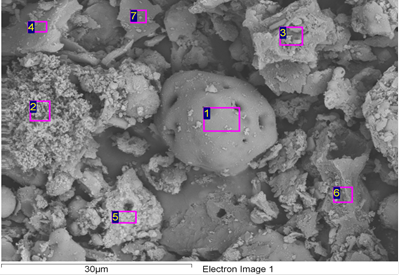
Figure 1. Microscopic details of the ash.
Source: Report of the
X-Ray Diffraction Laboratory at the Universidad del Valle, taken from
Ballesteros (2016).
The results of the X-ray diffraction analysis show the
phases (codes 98-010-7202 and 98-008-0148) present in the material (see Figures
2 and 3) and identified silicon oxide in hexagonal crystal structure and
aluminum silicon oxide in orthorhombic crystal structure in the database. These
results suggested the possibility of using this ash in the manufacture of
blocks.
Source: Report of the
X-Ray Diffraction Laboratory at Universidad del Valle, taken from Ballesteros
(2016).
Figure 2. Diffractogram of the ash sample.
Source: Report of the
X-Ray Diffraction Laboratory at Universidad del Valle, taken from Ballesteros
(2016).
Figure 3. Diffractogram and phases of the ash sample.
Regarding
absorption and density of concrete blocks, according to Colombian Technical
Standard NTC 4076, the blocks including ash complied with the provisions for
concrete with densities of 2000 kg/m3 or more, which must have a
total absorption percentage not exceeding 12% (see Table 3).
Table
3. Total absorption and density of specimens.
|
Property |
Control |
10% ash |
20% ash |
30% ash |
40% ash |
|
Water absorption (%) |
6.7% |
7.64% |
8.94% |
8.18% |
9.30% |
|
Density (kg/m3) |
2.211 |
2.156 |
2.107 |
2.088 |
2.080 |
Source: Based on
Ballesteros (2016).
At
28 days, the ash-free specimens as well as the specimens with diverse ash
additions showed strength greater than or equal to 10 MPa, which is the
strength value of the non-structural blocks offered in the market (see Figure
4).
Figure
4. Average compressive strengths of the blocks.
Source:
Based on Ballesteros (2016).
In
general, the mechanical strength of the prepared blocks exceeded the mechanical
strength of the blocks normally offered in the market (Table 4).
Table
4. Compressive strength results.
|
Specimen |
MPa |
Standard deviation |
Variance |
|
Control |
16.4 |
2.4 |
5.8 |
|
10% ash |
11.5 |
2.4 |
5.6 |
|
20% ash |
12.4 |
1.4 |
1.9 |
|
30% ash |
10.3 |
1.6 |
2.4 |
|
40% ash |
11.3 |
1.6 |
2.5 |
Source: Based on Ballesteros (2016).
The
mechanical behavior of the modified blocks tested showed that ash can be used
as a 40% cement replacement, since in all cases the strength of the block was
greater than the strength of the standard block.
At
the time of thermographic capture, the temperature was 37.5 °C, with a humidity
of 52%. In general, the thermal response of the blocks revealed that all of
them could absorb heat and that, as the proportion of ash increased, the
absorption capacity increased too. However, the characteristic gaps of the
block’s structure favor the passage of air, which causes that the temperature
concentrates towards the center of the specimen and, finally, causes a
temperature drop at the upper part, where circulation of air occurs again, as
seen in the thermal response of the blocks (see figures 5a to 5e). In the delimited area (Ar1) of the control
block (without ash, Figure 5a), it is observed that the temperature varies
between 37.6 and 42 °C, while in the central area the temperature is maintained
at 39.2°C. The vitrified clay floor is at an average temperature of 40.7 °C;
while the area on which the block’s shadow is cast shows the lowest temperature
values (34.3 °C).
As
for the block with the addition of 10% ash (see Figure 5b), its temperature
varied between 36.9 and 46.2 °C, with a temperature value of 41.3 °C for the
central area. The vitrified clay floor was at 41 °C while the area under the
shade was 34.3 °C. As in the case of the control block, there is an airflow due
to the location of the specimen on the support block; even so, the temperature
increased by approximately 1 °C compared to the temperature of the control
block (see Figure 5b).
a)
Control block. b) Block with 10% ash.
c)
Block with 20% ash. d) Block with 30% ash.
e)
Block with 40% ash.
Figure 5. Temperature variations for
different ash additions.
Source: Based on Ballesteros (2016).
In
relation to the block with 20% ash replacement, the recorded temperature fluctuated
between 38.1 and 46.2 °C, with 41.6 °C at the center (Figure 5c). Meanwhile,
the blocks manufactured with 30% ash replacement show temperatures that vary
between 37.7 and 45.9 °C, with 42.3 °C at the center.
Finally, in the block
prepared with 40% ash, temperatures fluctuated between 37.9 and 46.8 °C, with
42.8 °C at the center (Figure 5e), 3.6 °C above the value reported in the control
block, showing an upward
trend, which suggests that the addition of ash reduces refractive capacity,
increasing temperature.
Figures 6a to 6e show the thermal variation of the
rough blocks and the maximum average temperature towards the center, which can
be summarized as follows:
·
39.8 °C in the control blocks (Figure 6a).
·
41.6° C in blocks prepared with 10% ash (Figure
6b).
·
42.2 °C in blocks prepared with 20% ash (Figure
6c).
·
41.8 °C in blocks prepared with 30% ash (Figure
6d).
·
42.4 °C in blocks prepared with 40% ash (Figure
6e).
In this study, temperature values of individual
blocks were taken; however, it is important to keep in mind that thermographic
behavior must be assessed on a wall so that it is possible to estimate the
thermal radiation absorbed per unit of time and surface unit in order to
define, at construction level, whether the use of thermal insulators is
required in those areas of the wall where the temperature is concentrated.
Based on this, it is recommended to continue experimental studies to
corroborate the thermal behavior identified in the blocks, analyzing this
phenomenon in walls or dwarf walls. Regarding the addition of ash from coal
combustion during the paper production process, compressive tests results
confirm that this ash could be used for the manufacture of concrete blocks,
even replacing up to 40% of cement by ash, as suggested by other studies such
as Bouzoubaâ et al. (2011). Other
levels of cement replacement by ashes are also attractive (Asi & Abdullah,
2005; Topcu et al., 2008; Nuruddin et al., 2011; Chousidis et
al., 2015; Rebeiz & Craft, 2002).
a) Max. temperature towards the center: 40.5 °C. b) Max. temperature towards the center: 44 °C.
c) Max. temperature towards the center: 42 °C. d) Max. temperature towards the center: 42 °C.
e)
Max. temperature towards the center: 44 °C.
Source: Based on
Ballesteros (2016).
Figure 6. Representation of temperature
curves for different ash additions.
CONCLUSIONS
Economic progress sometimes requires an accelerated consumption of
resources and raw materials, resulting in environmental problems due to
industrial waste generation. In this context, making alliances between private
companies, universities and research centers is possible, so that solutions to
production problems related to the environment and the manufacture of new
materials are studied. For example, in this study, a paper mill was linked to a
concrete block producer to study the feasibility of manufacturing concrete
blocks for non-structural use adding ash. It was observed that concrete blocks
can be prepared with replacements up to 40% ash without affecting the strength
offered by conventional blocks to the market. Thermographic studies carried out
on the blocks with added industrial ash suggest, on a preliminary basis, that this construction
material can be employed to absorb heat, which should be corroborated with
future studies.
ACKNOWLEDGEMENTS
The
collaboration of Blokes S. A. company and Propal company, as well as Civil
Engineering students of the Pontificia Universidad Javeriana Cali, Juan Pablo
Sánchez and Alejandro Torres, are gratefully acknowledged.
REFERENCES
[24]
Asi, I. & Abdullah, A. (2005). Effect
of Jordanian oil shale fly ash on asphalt mixes. Journal of Materials in
Civil Engineering, 17(5), 553-559.
[25]
Azevedo, A. A.; Martins, M. C. & Dal
Molin, D. C. (2001). A study of the penetration of chloride in rice-husk ash
concrete. International Concrete, 202, 379-396.
[26]
Ballesteros, C. D. (2016). Ecobloques
para aplicaciones no estructurales en el sector de la construcción. (Master’s
thesis). Pontificia Universidad Javeriana, Cali, Colombia. Retrieved from http://vitela.javerianacali.edu.co/handle/11522/7312.
[27]
Bouzoubaâ,
N.; Bilodeau, A.; Fournier, B.; Hooton, R. D.; Gagné, R. & Jolin, M.
(2011). Deicing
salt scaling resistance of concrete incorporating fly ash and (or) silica fume:
laboratory and field sidewalk test data. The Canadian Journal of Civil
Engineering, 38, 373-382. Retrieved from https://www.nrcresearchpress.com/doi/full/10.1139/L08-067.
[28]
Bui, D.; Hu, J. & Stroeven, P. (2005).
Particle size effect on the strength of rice husk ash blended gap-graded
portland cement concrete. Cement and Concrete Composites, 27(3),
357-366.
[29]
Buitrago,
R. (2015). Comunicación personal en la planta de producción de Blokes S. A. Cali, Colombia: s. e.
[30]
Cámara Colombiana de la Construcción
(2014). Tendencias de la construcción: economía y coyuntura sectorial.
Informe de investigación: Características del mercado laboral en el sector de
la construcción. Bogota, Colombia: Coordenada Urbana.
[31]
Chousidis, N.; Rakanta, E.; Ioannou, I.
& Batis, G. (2015). Mechanical properties and durability performance of
reinforced concrete containing fly ash. Construction and Building Materials,
101, 810-817.
[32]
Delgado,
J.; Martínez, J. P.; Guzmán, A.; Delvasto, S.; Amigó, V. &
Sánchez, E. (2015). Reemplazo del cuarzo por ceniza de tamo de arroz en la
manufactura de gres porcelánico. Revista EIA, 12(23), 41-50. Retrieved
from https://revistas.eia.edu.co/index.php/reveia/article/view/719/671.
[33]
Guía de la termografía infrarroja.
Aplicaciones en ahorro y eficiencia energética (2011). Madrid, Spain:
Dirección General de Industria, Energía y Minas de la Comunidad de Madrid /
Fundación de la Energía de la Comunidad de Madrid. Retrieved from
http://www.madrid.org/bvirtual/BVCM015258.pdf.
[34]
Fernandes, I. (2015). Blocos e Pavers:
produção e controle de qualidade. Sexta edición. São Paulo, Brazil: Treino
Assessoria e Treinamentos Empresariais Ltda.
[35]
Giaccio,
G.; Rodríguez, G. & Zerbino, R. (2007). Failure mechanism of
normal and high-strength concrete with rice-husk ash. Cement Concrete
Composites, 29(7), 566-574.
[36]
Hossain, K. M. A. & Lachemi, M. (2010). Fresh, mechanical, and
durability characteristics of self-consolidating concrete incorporating
volcanic ash. Journal of Materials in Civil Engineering, 22(7),
651-657.
[37]
Le, H. T. & Ludwig, H. M. (2016). Effect of rice husk ash
and other mineral admixtures on properties of self-compacting high performance
concrete. Materials and Design, 89, 156–166. Retrieved from https://www.infona.pl/resource/
bwmeta1.element.elsevier-64262915-e181-3efd-ab26-310bf86be35d.
[38]
Nuruddin, M. F.; Demie, S. & Shaf, N.
(2011). Effect of mix composition on workability and compressive strength of
self-compacting geopolymer concrete. The Canadian Journal of Civil
Engineering, 38(11), 1196-1203.
[39]
Rebeiz, K. & Craft, A. (2002). Polymer
concrete using coal fly ash, Journal of Energy Engineering, 128(3),
62-73.
[40] Serrano, M. F.; Pérez,
D. D.; Barajas, C. & Oquendo, D. (2012). Beneficios del uso de agregados no
convencionales en mezclas de concreto. Cemento y Hormigón, (951), 46-51.
[41] Serrano, M. F.; Pérez,
D. D.; Sarmiento, C. O. & Grammes, F. (2013). Evaluación de las propiedades
mecánicas de morteros modificados con cenizas provenientes de la desorción
térmica de aguas de la industria petrolera. Cemento y Hormigón, (956), 10-14.
[42]
Slim, G.; Morales M.; Alrumaidhin, L.;
Bridgman, P.; Gloor, J.; Hoff, S. & Odem, W. (2016). Optimization of
polymer-amended fly ash and paper pulp millings mixture for alternative
landfill liner. Procedia Engineering, 145, 312-318.
[43]
Teixeira,
E. R.; Mateus, R.; Camoes, A. F.; Bragança, L. & Branco, F. (2016). Comparative
environmental life-cycle analysis of concretes using biomass and coal fly ashes
as partial cement replacement material. Journal of Cleaner Production, 112(4),
2221-2230.
[44]
Topcu, I. B.; Toprak, M. U. & Akdag,
D. (2008). Determination of optimal microwave curing cycle for fly ash mortars.
The Canadian Journal of Civil Engineering, 35(4), 349-357.
[45]
Vidal, H. (2016). Comunicación
personal. Cali, Colombia.
[46]
Xu, Y.; Wong, Y. L.; Poon, C. S. &
Anson, M. (2003). Influence of PFA on cracking of concrete and cement paste
after exposure to high temperatures. Cement and Concrete Research, 33(12),
2009-2016.