Revista Industrial Data 22(2): 199-212 (2019)
DOI: http://dx.doi.org/10.15381/idata.v22i2.16291
ISSN:
1560-9146 (Impreso) / ISSN: 1810-9993
Recibido: 08/07/2019
Aceptado: 16/08/2019
OPTIMIZACIÓN
DEL SISTEMA DE TRATAMIENTO FISICOQUÍMICO DE UNA ESTACIÓN DEPURADORA DE AGUAS
RESIDUALES DE BEBIDAS GASEOSAS
Virgilio Ordóñez
Ramírez[1]
Carmen Palacios
Limones[2]
Armando López
Vargas[3]
Iván Suárez Escobar[4]
RESUMEN
El presente trabajo permite resolver un grave
problema económico-ambiental que afecta a la comunidad al tener unidades de
tratamiento con bajo niveles de eficiencia y altos costos de operación por la
adición en exceso de reactivos. Mediante la investigación aplicada y
experimental, se realizó un diagnóstico para determinar los requerimientos de
mantenimiento, la identificación de las concentraciones y el lugar exacto en
donde se adicionan las soluciones que demanda el agua residual. Los resultados
alcanzados en las pruebas establecen que la dosificación ideal de sulfato de
aluminio fue de 250 ppm para la maximización de la eficiencia de remoción de la
contaminación en la unidad de tratamiento en un valor mayor al 90%.
Palabras clave:
contaminación, caracterización, aguas residuales, remoción, maximización.
INTRODUCCIÓN
Las empresas que están conscientes de la
necesidad de una administración responsable de los recursos naturales para la
sostenibilidad de sus actividades manejan, de manera responsable, todos sus
movimientos, minimizando aspectos ambientales negativos que genera la
producción industrial hacia su entorno. Además, han sido muy cuidadosos en la
aplicación de los conceptos de producción más limpia, generando cambios en sus
procesos productivos con la finalidad de evitar el incremento de la
contaminación en las fuentes de agua, debido a que «la preservación del medio
ambiente, en especial del hídrico, es hoy en día no solo objeto de una fuerte
demanda social, sino un mandato legal y la base de una economía sostenible»
(Trapote, 2016, p. 37).
En la actualidad, las empresas del sector
industrial de Guayaquil (Ecuador), que poseen en sus instalaciones sistemas de tratamiento para la depuración
de sus aguas residuales industriales previa a la descarga hacia las fuentes de
agua, no están operando de manera eficiente, pues generan un alto malestar
interno a los accionistas en virtud de haber realizado una alta inversión para
proteger la calidad de las fuentes de agua, mientras que esta no cumple su
propósito y, por lo tanto, deben solventar costos de una operación inútil.
Al no remover la contaminación, se generan
descargas de agua residual que presentan concentraciones en los parámetros de
control que sobrepasan los valores establecidos como límite máximo permisible,
lo que expone a la empresa a sanciones económicas por parte de la autoridad
ambiental de aplicación responsable, así como a la remediación por la
afectación ambiental.
De acuerdo con lo indicado, se realizó un
trabajo de investigación aplicado con el fin de optimizar la unidad de
tratamiento fisicoquímico ya existente, proceso que «es una alternativa viable,
eficiente y económica» (Aragonés et al.,
2009), mediante la identificación de la dosis de insumos requerida y
maximizando la eficiencia de remoción de la contaminación, lo cual es muy
viable en función de que «la predicción de la dosis óptima de coagulante es un
factor crucial» (Bouyer et al., 2005). Se estima que el 80% de las enfermedades
existentes en países en vías de desarrollo son causadas por un abastecimiento
de agua deficiente (World Health Organization, 2012).
METODOLOGÍA
En esta investigación utilizamos un estudio
aplicado para cumplir con el objetivo propuesto, el cual es la optimización de
la planta de tratamiento de aguas residuales. La investigación aplicada,
también denominada utilitaria, consiste en un análisis básico y busca la
aplicación, el empleo y las repercusiones prácticas de resultados en forma
inmediata o mediata a través de la transformación de una realidad actual. A
este tipo de investigaciones le interesa la aplicación inmediata sobre una
realidad circunstancial antes que el desarrollo de alguna teoría de valor
universal; la mayoría de las investigaciones son de esta naturaleza (Baena, 2003).
La planta de tratamiento de aguas residuales
de bebidas gaseosas fue el lugar para esta investigación, por lo que las
actividades que se realizaron en este escenario se convirtieron en un estudio
de campo. Asimismo, también se realizó un trabajo experimental de laboratorio
que permitió evaluar de manera cuantitativa desde el inicio hasta la
optimización de la planta de tratamiento de aguas residuales. Estas actividades
fueron estrechamente ligadas con el estudio de campo y la investigación
aplicada, y se encuentran establecidas en la tabla 1:
Tabla 1. Metodología aplicada para la optimización.
|
Metodología |
Actividades |
Recursos necesarios |
Responsables |
|
Investigación de campo: - Recopilación de información - Entrevistas, reuniones - Observaciones |
Evaluación inicial de la planta de
tratamiento existente |
Información existente (planos, análisis,
pruebas) |
Investigadores |
|
Identificación de cambios requeridos a la
unidad para su optimización |
Reactivos Equipos |
Jefe de planta Investigadores Operadores |
|
|
Investigación experimental (laboratorio) |
Caracterización de las aguas residuales
generadas en la evaluación inicial |
Equipos de laboratorio Reactivos |
Investigadores Operadores |
|
Pruebas de jarra durante la investigación
de campo y optimización |
Investigadores Operadores |
||
|
Caracterización de las aguas residuales
generadas durante y después de la optimización |
Jefe de planta Investigadores |
||
|
Investigación aplicada: optimización de la
planta de tratamiento |
Mantenimiento de equipos existentes en
unidad de tratamiento |
Proveedores de mantenimiento |
Jefe de planta Investigadores Operadores |
|
Compra de equipos y reactivos |
Asignación recursos económicos |
Jefe de planta Investigadores |
|
|
Puesta en marcha y ejecución para
optimización de las unidades y ajuste de proceso |
Equipos de laboratorio Reactivos |
Jefe de planta Investigadores Operadores |
|
|
Evaluación de la unidad optimizada |
Jefe de planta Investigadores |
Fuente: elaboración
propia.
RESULTADOS
Los resultados son expuestos en este
artículo, considerando las siguientes fases: antes de la optimización, durante
la optimización y después de la optimización.
Resultados antes de la optimización
Para este ítem, se consideraron datos
históricos como antecedentes, todos los datos y resultados obtenidos durante el
periodo 2016, antes de realizar el diagnóstico de la planta de tratamiento y su
respectiva evaluación para su optimización.
Caracterización del agua residual cruda proveniente de
la planta de
tratamiento
De acuerdo con la Clasificación
Internacional Industrial Uniforme (Gobierno Autónomo Descentralizado del
Municipio de Guayaquil, 2013), la elaboración de bebidas no alcohólicas y aguas
minerales le corresponde el Código 1594; los parámetros de control para este tipo
de industria se describen en la tabla 2.:
Tabla 2. Parámetros de monitoreo de acuerdo
con el CIIU 1594.
|
Actividad
industrial |
Parámetros
de monitoreo |
|
Elaboración de bebidas no
alcohólicas y aguas minerales |
Aceites y grasas, DBO, DQO,
SST, pH |
Fuente: GAD
Municipio de Guayaquil, 2016.
Evaluación de la eficiencia de la planta de tratamiento antes de
optimizar
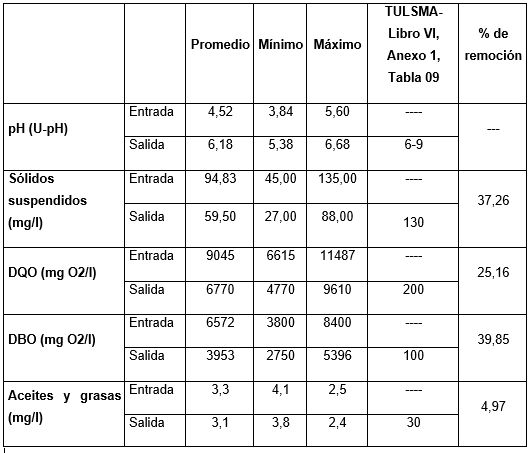
En la tabla 2 se presentan los
valores promedio, mínimos y máximos de algunos parámetros de control; se indica
el porcentaje de remoción con el que estaba operando la planta de tratamiento;
y, se señalan los valores máximos permisibles descritos en el Libro VI del
TULSMA, Anexo 1, Tabla 09 del Ministerio del Ambiente (2015), sobre los
criterios de calidad para la descarga de un efluente en un cuerpo dulce.
Tabla 3. Valores promedio,
mínimos y máximos de parámetros químicos analizados antes de la optimización.
Fuente:
elaboración propia.
Identificación de cambios requeridos en la unidad de tratamiento
El proceso de tratamiento de
aguas residuales requiere el cumplimiento de requisitos mínimos para alcanzar
la remoción establecida en la teoría de purificación del agua residual
industrial, y con esta finalidad se realiza una revisión para establecer los cambios
que se necesitan en la planta de tratamiento fisicoquímico (Russel, 2012).
Modificación
del punto de adición del coagulante
En la inspección se determinó que
el punto de adición del coagulante presentaba una ubicación incorrecta, lo cual
generaba una destrucción de los núcleos ya formados, porque en lugar de entrar
a una mezcla lenta pasan hacia una más acelerada, por la acción de una bomba.
El nuevo punto de mezcla rápida se cambió en un punto previo al floculador, con
lo que se evitó la destrucción de los flocs.
Cambio
de entrada de agua al sedimentador
La entrada de agua residual al
sedimentador estaba dispuesta en el fondo del tanque por medio de unos tubos en
forma de flauta. Se observó que el problema era que los orificios del tubo
estaban ubicados hacia abajo, debido a que el agua, al ingresar con fuerza,
chocaba con el sedimento que estaba sedimentado y lo resuspendía (Valencia,
2016).
Se corrigió la entrada de agua
residual, se sellaron los orificios del tubo dispuestos hacia abajo y se perforaron
nuevos orificios, pero esta vez dispuestos hacia los lados, con dos placas
(arriba y abajo) que permitieron amortiguar el flujo de entrada para no
resuspender los lodos ya sedimentados.
Modificación
de la entrada de agua a unidades de filtración
En la evaluación a los filtros se
detectó que estos se encontraban taponados; el principal motivo era la baja
eficiencia de remoción en el tratamiento fisicoquímico, lo que generaba la
rápida sobresaturación de las capas filtrantes. Asimismo, se observó que la
entrada de agua al filtro era hacia un solo punto, por lo que el agua residual
no se esparcía homogéneamente en toda el área del filtro (Segura, 2009).
El primer punto fue superado con
los cambios realizados en los procesos previos a la filtración. La entrada de
agua residual al filtro fue cambiada para que se distribuya, homogéneamente,
por medio de una hilera de diez entradas con un diámetro de cuatro pulgadas.
Resultados durante la optimización
Realizado el diagnóstico para precisar su
eficiencia, se realizaron las respectivas modificaciones a las instalaciones y
los procesos de dosificación de reactivos, coagulación, floculación,
sedimentación y filtración para iniciar las pruebas de optimización (Marín,
2012), las cuales se detallan a continuación:
Pruebas experimentales para
dosificación de reactivos
Corrección del pH mediante
dosificación de cal
Se realizaron pruebas para ajustar el pH
entre 6 a 7 U-pH, considerando que el agua residual de la empresa se encontraba
entre 3 a 5 U-pH y simulando lo que sucedía en el pozo de neutralización
(Ramalho, 2015). Para ello, se dispuso diez litros de agua residual, se midió
el pH inicial y se agregaron diferentes concentraciones de lechadas de cal
partiendo de una solución concentradas al 10% y una solución de trabajo al 1%;
luego se agitó el contenido y se midió el pH corregido. Se tiene como resultado
que es posible corregir el pH entre 6,5 a 7,5 para iniciar el proceso de
coagulación y floculación con una dosis de cal entre 150 a 200 mg/l, según
varíe el pH inicial (Amaya et al.,
2004). Estos resultados de corrección de pH se encuentran en la tabla 4:
Tabla 4. Corrección de pH mediante lechadas de cal.
|
Determinación de dosis de cal |
||||||
|
Concentración cal en mg/l |
Pruebas |
|||||
|
P1 |
P2 |
P3 |
||||
|
pH inicial |
pH corregido |
pH inicial |
pH corregido |
pH inicial |
pH corregido |
|
|
100 |
3,84 |
6,1 |
4,3 |
6,5 |
5 |
6,9 |
|
150 |
3,84 |
6,8 |
4,3 |
7,2 |
5 |
7,3 |
|
200 |
3,84 |
7,2 |
4,3 |
7,5 |
5 |
7,6 |
|
250 |
3,84 |
7,6 |
4,3 |
7,8 |
5 |
8,1 |
Fuente: elaboración
propia.
Pruebas de jarra
para determinar la dosis óptima de coagulante
Se realizaron cuatro pruebas de jarra y se
obtuvo como prueba de jarra óptima la que ajustó el pH a 7,5 U-pH. Como
resultado, se observó una mejor formación de flóculos y sedimentación con
mínimos de 5 mg/l de SST en el agua clarificada en las dosis de 250 mg/lt de
sulfato de aluminio +1 ppm de floculante.
El porcentaje de remoción alcanzó un porcentaje de 94,9%. De igual
manera, se mejoraron los valores de DQO desde 7540 mg/l de ARI hasta 800 ppm,
que resultó la mejor dosis en esta prueba (250+1). El porcentaje de remoción se
mantuvo por encima de 80% en las dosificaciones de 250+1 y 250+5. Lo indicado
se encuentra en la tabla 5:
Tabla 5. Resultados
de prueba de jarra óptima.
|
Sulfato de aluminio mg/lt |
Polímero ppm |
pH corregido |
SST en
mg/lt |
% de remoción |
DQO en mg/lt |
% de remoción |
|
0 |
0 |
4,3 |
98 |
0 |
7540 |
0 |
|
150 |
1 |
7,5 |
21 |
78,57 |
2500 |
66,84 |
|
150 |
5 |
7,5 |
18 |
81,63 |
2560 |
66,05 |
|
200 |
1 |
7,5 |
15 |
84,69 |
1500 |
80,11 |
|
200 |
5 |
7,5 |
10 |
89,80 |
1300 |
82,76 |
|
250 |
1 |
7,5 |
5 |
94,90 |
800 |
89,39 |
|
250 |
5 |
7,5 |
5 |
94,90 |
840 |
88,86 |
Fuente: elaboración
propia.
Resultados de la operación de la planta de tratamiento optimizada
Luego de que se obtuvieron las dosis de
reactivos para el tratamiento convencional fisicoquímico, se tomaron muestras
al ingreso y salida de la planta de tratamiento para determinar la eficiencia
de este tratamiento tras la realización de los cambios y ajustes para la
optimización.
Muestreo durante la operación de la planta de
tratamiento
A lo largo de cinco días, se realizó un
muestreo diario, cada dos horas, durante la operación de la planta de
tratamiento. Los resultados promedios se observan en la tabla 6:
Tabla 6. Resultados
promedios del agua residual durante la operación.
|
Agua residual |
Días |
|||||
|
Parámetro |
Flujo |
Lunes |
Martes |
Miércoles |
Jueves |
Viernes |
|
pH |
Entrada |
6,72 |
6,71 |
6,71 |
6,7 |
6,7 |
|
Salida |
7,08 |
7,18 |
7,15 |
7,04 |
7,14 |
|
|
Turbidez en NTU |
Entrada |
218,4 |
317 |
864 |
514 |
529 |
|
Salida |
15,7 |
39,2 |
45,7 |
52,1 |
48,4 |
|
|
% de remoción |
92,81 |
87,63 |
94,71 |
89,86 |
90,85 |
|
|
Color en
UC-PT |
Entrada |
48,4 |
306 |
169 |
225 |
316 |
|
Salida |
1,8 |
5,2 |
6,1 |
5,5 |
5,5 |
|
|
% de remoción |
96,28 |
98,30 |
96,39 |
97,56 |
98,26 |
|
|
DQO mg O2/l |
Entrada |
9770 |
8500 |
9340 |
10030 |
9890 |
|
Salida |
340 |
285 |
470 |
920 |
1040 |
|
|
% de remoción |
96,52 |
96,65 |
94,97 |
90,83 |
89,48 |
|
Fuente:
elaboración propia.
Resultados después de la optimización
El siguiente análisis se realizó considerando
el promedio de todos los datos existentes con el fin de hacer el seguimiento y
la verificación después de la optimización.
Seguimiento y verificación de eficiencia
En la tabla 7 se aprecian las concentraciones
promedio del efluente tratado en la planta de tratamiento después de la
optimización.
Tabla 7. Seguimiento promedio de concentraciones del efluente tratado.
|
Parámetro |
Periodo |
Abril |
Mayo |
Junio |
Julio |
Agosto |
Septiembre |
|
pH |
Entrada |
4,69 |
5 |
6,265 |
6,15 |
6 |
6,2 |
|
Salida |
7,15 |
6,52 |
6,59 |
7,15 |
7,4 |
7,5 |
|
|
SST |
Entrada |
218 |
384 |
193,5 |
179 |
222 |
126 |
|
Salida |
25 |
59 |
43 |
24,5 |
14 |
5 |
|
|
% de remoción |
88,53 |
84,64 |
77,78 |
86,31 |
93,69 |
96,03 |
|
|
DQO |
Entrada |
3627 |
4627 |
5543,5 |
8590 |
5620 |
4926 |
|
Salida |
470 |
470,3 |
901 |
1100 |
265 |
181 |
|
|
% de remoción |
87,04 |
89,84 |
83,75 |
87,19 |
95,28 |
96,33 |
|
|
DBO |
Entrada |
3280 |
2360 |
1119 |
1314 |
1209 |
1075 |
|
Salida |
410,5 |
470,3 |
285 |
238 |
58 |
67 |
|
|
% de remoción |
87,48 |
80,07 |
74,53 |
81,89 |
95,20 |
93,77 |
|
|
Aceites y grasas |
Entrada |
3,8 |
4,1 |
5,8 |
2,6 |
6,8 |
8,1 |
|
Salida |
0,6 |
0,6 |
0,2 |
0,2 |
0,3 |
0,2 |
|
|
% de remoción |
84,21 |
85,37 |
96,55 |
92,31 |
95,59 |
97,53 |
Fuente: elaboración
propia.
De acuerdo con los resultados de seguimiento
de la tabla 7, se puede apreciar la eficiencia de la optimización del
tratamiento fisicoquímico convencional que logró remover contaminantes entre el
70 y 80%, cumpliendo así con los objetivos de esta investigación, que además
elimina parámetros fisicoquímicos mediante la sedimentación de la mayor
cantidad de sólidos en suspensión posible, para que solo circule al resto de la
planta de tratamiento una mezcla mayormente líquida y homogénea.
DISCUSIÓN
La realización de los cambios identificados
durante la evaluación preliminar de la unidad de tratamiento permitió optimizar
el proceso de depuración.
El uso de insumos químicos en dosis
inadecuadas, puntos inexactos y estados físicos inapropiados contribuía en la
baja eficiencia de remoción de la contaminación.
La determinación de la dosis óptima de los
reactivos de manera experimental permitió maximizar la eficiencia de remoción
de la unidad de tratamiento fisicoquímico, a la vez que minimizó el consumo de
los reactivos evitando la saturación de las unidades de filtración (Arboleda,
2000).
CONCLUSIONES
Se determinaron los valores de 200 ppm de
cal, 250 mg/lt de sulfato de aluminio y 1 ppm de polímero como dosis óptima
para el tratamiento fisicoquímico de la estación depuradora de aguas
residuales.
Respecto a las modificaciones realizadas para
la optimización de la planta de tratamiento, se construyó un tanque reservorio
junto al floculador con una línea de ingreso del efluente a tratar y el
coagulante al mismo tiempo, consiguiendo una mezcla rápida en un tiempo de
contacto de aproximadamente un minuto y permitiendo realizar el primer paso del
tratamiento químico convencional. Con el cambio de las líneas de ingreso del
agua a tratar en el sedimentador, se corrigió la resuspensión de los lodos
formados y se logró una distribución homogénea del agua residual que ingresa a
los filtros mediante la instalación de tuberías dispuestas apropiadamente.
Los resultados de los análisis realizados
antes, durante y después de la optimización permitieron verificar la eficiencia
de la planta de tratamiento, logrando un porcentaje de remoción mayor al
90% en las variables de sólidos suspendidos totales, aceites y grasas, DQO, DBO
y el pH ajustado al rango de la descarga (Chung, 2018). Este proyecto evidencia
lo importante de la interconexión de la Universidad con otros espacios de la
sociedad para contribuir con su conocimiento en la mejora de la calidad de vida.
REFERENCIAS
BIBLIOGRÁFICAS
[1]
Amaya, W.; Cañón, Ó. y Avilés, Ó. (2004). Control de pH para una planta de
tratamiento de aguas residuales. Ciencia
e Ingeniería Neogranadina, 14(1), 86-95.
[2]
Aragonés, P.; Mendoza, J.; Bes-Piá, A.; García, M. y Parra, E. (2009). Application
of multicriteria decision analysis to jar-test result for chemicals selection
in the physical-chemical treatment of textile wastewater. Journal of Hazardous Materials,
164(1), 288-295.
[3]
Arboleda, J. (2000). Teoría y
práctica de la purificación del agua. Bogotá, Colombia: McGraw-Hill.
[4]
Baena, G. (2003). Metodología de la investigación. México, D. F.,
México: Publicaciones Culturales.
[5]
Bouyer, D.; Estudié, R. y Liné, A. (2005). Experimental
analysis of hidrodynamics in a jar-test. Process Safety and
Environmetal Protection, 83(1), 22-30.
[6]
Chung, A. (2018). Hacia un escenario
futurible para la universidad pública. Conceptos, aportes y reflexiones. Lima, Perú: Fondo Editorial de la
Universidad Nacional Mayor de San Marcos.
[7]
Gobierno Autónomo Descentralizado del Municipio de Guayaquil (2013). Formato
de instrucciones para adjuntar a los reportes semestrales. Actividades según el
CIIU. F-CCA-ARI-01 versión 1.0.
[8]
Marín, R. (2012). Procesos físicoquímicos en depuración de aguas.
Teoría, práctica y problemas resueltos. Madrid, España: Ediciones Díaz de
Santos.
[9]
Ministerio del Ambiente (2015). Acuerdo Ministerial 097-A. Anexos del
Libro VI del Texto Unificado de la Legislación Secundaria del Ministerio del
Ambiente (TULSMA). En Norma de calidad ambiental y de descarga de efluentes:
recurso agua (pp. 286-339). Quito, Ecuador: Presidencia de la República.
[10]
Ramalho, R. (2015). Tratamiento de
aguas residuales. Barcelona, España: Reverté.
[11]
Russel, D. (2012). Tratamiento de aguas residuales, un enfoque
práctico. Barcelona, España: Reverté.
[12]
Segura, J. (2009). Maquinaria para tratamiento y depuración de aguas
fundamentos y aplicaciones. Madrid, España: Bellisco Ediciones Técnicas y
Científicas.
[13]
Trapote, A. (2016). Depuración y
regeneración de aguas residuales urbanas. Alicante, España: Unión de
Editoriales Universitarias Españolas.
[14]
Valencia, C. (2016). Aguas
residuales. Una visión integral. Bogotá, Colombia: UD.
[15]
World Health Organization (2012). UN-water global analysis and assessment of sanitation and drinking-water
(GLAAS). The Challenge of extending and sustaninig services. Recuperado de https://apps.who.int/iris/handle/10665/44849.
Revista
Industrial Data 22(2): 199-212 (2019)
DOI: http://dx.doi.org/10.15381/idata.v22i2.16291
ISSN: 1560-9146 (Impreso) / ISSN: 1810-9993
Received: 08/07/2019
Accepted: 16/08/2019
OPTIMIZATION OF THE PHYSICAL-CHEMICAL TREATMENT
SYSTEM FOR A CARBONATED WATER WASTEWATER TREATMENT PLANT
Virgilio Ordóñez Ramírez[5]
Carmen Palacios
Limones[6]
Armando López
Vargas[7]
Iván Suárez Escobar[8]
ABSTRACT
This study makes it
possible to resolve a serious environmental-economic problem that affects the community,
caused by treatment plants with low levels of efficiency and high operating
costs due to the excessive addition of reagents. After applied and experimental
research, a diagnosis was made to determine the maintenance requirements, the
identification of the concentrations and the exact point where solutions needed
for wastewater treatment should be added. The results obtained establish that
the ideal dosage of aluminum sulfate for maximizing the contaminant removal
efficiency in the treatment plant at a value greater than 90% was 250 ppm.
Keywords: pollution, characterization, wastewater, removal, maximization.
INTRODUCTION
Companies that are aware of the
need for a responsible management of natural resources for the sustainability
of their activities manage, in a responsible manner, all their movements,
minimizing negative environmental aspects generated by industrial production.
In addition, they have been very careful in the implementation of cleaner
production concepts, making changes in their production processes in order to
avoid an increase of pollution in water sources, because “la preservación del medio ambiente, en especial del hídrico, es hoy en
día no solo objeto de una fuerte demanda social, sino un mandato legal y la
base de una economía sostenible” [the preservation of the environment,
especially water, is today not only the subject of strong social demand, but
also a legal mandate and the basis of a sustainable economy] (Trapote, 2016, p.
37).
Currently, industrial sector
companies in Guayaquil (Ecuador), which possess treatment systems for the
purification of their industrial wastewater prior to discharge into water
sources, are not operating efficiently. This generates a high level of internal
discomfort for shareholders, who have made a large investment to protect the
quality of water sources. By not
fulfilling their mission, shareholders must cover the costs of an ineffective
system.
When contaminants are not
removed, wastewater discharges that present concentrations that exceed the
values established as the maximum permissible limit are generated. This exposes
the company to economic sanctions by the responsible enforcement environmental
authority, as well as to required remediation as a result of environmental
impact.
In accordance with
the aforementioned, an applied research study was carried out in order to
optimize the existing physical-chemical treatment
unit, a process that “es una alternativa
viable, eficiente y económica” [is a viable, efficient and economical alternative]
(Aragonés et al., 2009), by
identifying the dose of components needed and maximizing the pollutant removal
efficiency, which is very viable since “the prediction of the optimum coagulant
dose is the crucial question” (Bouyer et al., 2005). It is estimated
that 80% of existing diseases in developing countries are caused by a poor
water supply system (World Health Organization, 2012).
METHODOLOGY
Applied research was
used to fulfill the proposed objective, which is the optimization of the
wastewater treatment plant. Applied research, also called utilitarian research,
consists on a basic analysis and seeks the application and practical
repercussions of the results in the short or long term via the transformation
of a current reality. This type of research is interested in the immediate
application on a circumstantial reality rather than the development of a
universal theory; most research is of this nature (Baena, 2003).
This research took
place at the carbonated water wastewater treatment plant so the activities
conducted in this scenario became a field study. Also, an experimental
laboratory study was conducted that permitted quantitative evaluation from the
beginning until the optimization of the wastewater treatment plant was
achieved. These activities were closely linked to the field study and applied
research and are shown in Table 1:
Table 1. Applied methodology for optimization.
|
Methodology |
Activities |
Resources needed |
Responsible |
|
Field research: - Information
gathering - Interviews,
meetings - Observation |
Initial evaluation
of the existing treatment plant |
Existing
information (drawings, analysis, tests) |
Researchers |
|
Identification of
changes required to the unit for optimization |
Reagents Equipment |
Plant manager Researchers Operators |
|
|
Experimental
research (laboratory) |
Characterization of
wastewater generated in the initial evaluation |
Laboratory
equipment Reagents |
Researchers Operators |
|
Jar testing during
field research and optimization |
Researchers Operators |
||
|
Characterization of
wastewater generated during and after optimization |
Plant manager Researchers |
||
|
Applied research:
Treatment plant optimization |
Maintenance of
existing equipment in treatment plant |
Maintenance
Providers |
Plant manager Researchers Operators |
|
Purchasing equipment
and reagents |
Allocation of
economic resources |
Plant manager Researchers |
|
|
Launching
optimization of units and process adjustment |
Laboratory equipment Reagents |
Plant manager Researchers Operators |
|
|
Evaluation of the
optimized unit |
Plant manager Researchers |
Source: Prepared by the authors.
RESULTS
The results are
presented in this article, considering the following phases: before
optimization, during optimization and after optimization.
Results before optimization
Historical data were
considered as antecedents, that is, all the data and results obtained during
2016, before conducting an assessment of the treatment plant and its respective
evaluation for its optimization.
Characterization of raw wastewater from the treatment
plant
According to the International
Standard Industrial Classification (ISIC) (Gobierno Autónomo Descentralizado
del Municipio de Guayaquil, 2013), the preparation of non-alcoholic beverages
and mineral waters corresponds to Code 1594. The control parameters for this
type of industry are described in the table 2:
Table 2. Monitoring parameters
according to ISIC 1594.
|
Industrial Activity |
Monitoring Parameters |
|
Elaboration
of non-alcoholic drinks and mineral waters |
Oils
and fats, BOD, COD, OSH, pH |
Source: GAD Municipio de Guayaquil [Municipal Decentralized Autonomous
Government of Guayaquil], 2016.
Evaluation of treatment plant efficiency before
optimization
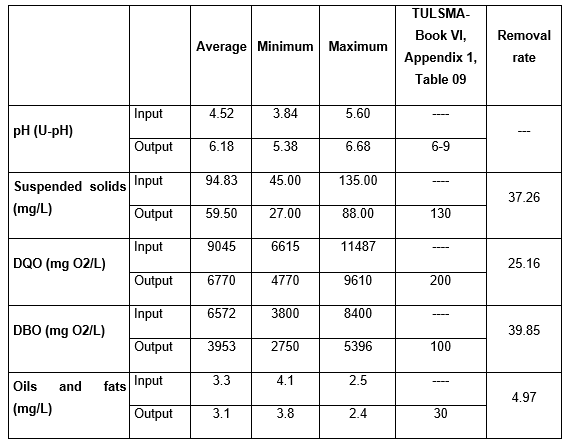
Table 2 shows the average,
minimum and maximum values of some control parameters, the removal rate that
the treatment plant was operating with, and the maximum permissible values
described in Book VI of the Unified Text on Secondary Environmental Legislation
(TULSMA, by its Spanish acronym), Appendix 1, Table 09 of Ministry of
Environment (2015), about the quality criteria for the discharge of an effluent
into a freshwater body.
Table 3. Average, minimum and
maximum values of chemical parameters analyzed before optimization.
Source:
Prepared by the authors.
Identification of changes needed in the treatment unit
The wastewater treatment
process requires compliance with minimum requirements to achieve the removal
established in the industrial wastewater treatment theory; to this end, a
review is made to establish the changes that are needed in the physical-chemical
treatment plant (Russel, 2012).
Coagulant addition point modification
The inspection determined that
the coagulant addition point was incorrectly located, which caused the destruction of
the already formed nuclei, as instead of entering into a slow mixing, they
passed towards a rather rapid mixing due to the action of a pump. The new rapid
mixing point was changed to a point prior to the flocculator, which prevented
the destruction of the flocs.
Change
of water inlet to the mixer settler
The residual water inlet to
the mixer settler was arranged at the bottom of the tank by means of
flute-shaped pipes. It was observed that the problem was that the holes of the
tube were downwards, since the water, when entering with force, collided with
the sediment that was already condensed and resuspended it (Valencia, 2016).
The residual water inlet was
corrected, the holes of the tube were sealed and new holes were drilled, but
this time arranged sideways, with two plates (up and down) that made it
possible to dampen the inlet flow so as not to resuspend the sludge that had
already settled.
Modification
of the entry of water to filtration units
The evaluation of the filters
detected that they were plugged. The main cause was the low removal efficiency
in the physical-chemical treatment, which generated the rapid supersaturation
of the filter layers. Moreover, it was observed that the water inlet to the
filter was directed towards a single point, so that the residual water did not
spread evenly throughout the filter area (Segura, 2009).
The first issue was overcome
with the changes made in the processes prior to filtration. The residual water
inlet to the filter was changed so that it is evenly distributed through a row
of ten inlets with a diameter of four inches.
Results during
optimization
After the diagnosis
to determine the treatment plant efficiency, the facilities and dosing of
reagent, coagulation, flocculation, sedimentation and filtration processes were
modified accordingly to start the optimization tests (Marín, 2012), which are
detailed below:
Experimental tests for reagent
dosing
PH correction by lime dosing
Tests were carried
out to adjust the pH between 6 and 7 U-pH, considering that the company’s
wastewater was between 3 and 5 U-pH and simulating what was happening in the
neutralization well (Ramalho, 2015). For this, ten liters of residual water
were used, the initial pH was measured and different lime slurry concentrations
were added starting from a 10% concentrated solution and a 1% working solution.
Then the content was stirred and the corrected pH was measured. The result was
that it is possible to correct the pH between 6.5 to 7.5 to start the
coagulation and flocculation process with a dose of lime between 150 to 200
mg/L, depending on the initial pH (Amaya et
al., 2004). These pH correction results are found in the table 4:
Table 4. pH correction by lime slurry.
|
Lime dose determination |
||||||
|
Lime concentration in
mg/L |
Tests |
|||||
|
T1 |
T2 |
T3 |
||||
|
Initial pH |
Corrected pH |
Initial pH |
Corrected pH |
Initial pH |
Corrected pH |
|
|
100 |
3.84 |
6.1 |
4.3 |
6.5 |
5 |
6.9 |
|
150 |
3.84 |
6.8 |
4.3 |
7.2 |
5 |
7.3 |
|
200 |
3.84 |
7.2 |
4.3 |
7.5 |
5 |
7.6 |
|
250 |
3.84 |
7.6 |
4.3 |
7.8 |
5 |
8.1 |
Source: Prepared by the authors.
Jar tests to determine the optimum dose of coagulant
Four jar tests were
conducted and the optimum jar test was the one that adjusted the pH to 7.5
U-pH. As a result, a better formation of flocs and sedimentation was observed
with a minimum of 5 mg/L of SST in the clarified water in doses of 250 mg/L of
aluminum sulfate + 1 ppm of flocculant. The removal rate reached 94.9%.
Similarly, COD values were improved from 7540 mg/L of IWW to 800 ppm, which
was the best dose in this test (250 + 1). The removal rate remained above 80%
in the dosages of 250 + 1 and 250 + 5. This is shown in the table 5:
Table 5. Optimum jar test results.
|
Aluminum sulfate |
Polymer ppm |
pH corrected |
SST in mg/L |
Removal rate |
COD in mg/L |
Removal rate |
|
0 |
0 |
4.3 |
98 |
0 |
7540 |
0 |
|
150 |
1 |
7.5 |
21 |
78.57 |
2500 |
66.84 |
|
150 |
5 |
7.5 |
18 |
81.63 |
2560 |
66.05 |
|
200 |
1 |
7.5 |
15 |
84.69 |
1500 |
80.11 |
|
200 |
5 |
7.5 |
10 |
89.80 |
1300 |
82.76 |
|
250 |
1 |
7.5 |
5 |
94.90 |
800 |
89.39 |
|
250 |
5 |
7.5 |
5 |
94.90 |
840 |
88.86 |
Source: Prepared by the authors.
Results of the operation on the optimized
treatment plant
After the doses of
reagents for the conventional physical-chemical treatment were obtained,
samples were taken at the entrance and exit of the treatment plant to determine
the efficiency of this treatment after making the changes and adjustments for
optimization.
Sampling during the
operation on the treatment plant
Over a five-day period,
a daily sampling was carried out every two hours during the operation of the
treatment plant. The average results are observed in the table 6:
Table 6. Average results of wastewater during operation.
|
Wastewater |
Days |
|||||
|
Parameter |
Flow |
Monday |
Tuesday |
Wednesday |
Thursday |
Friday |
|
pH |
Input |
6.72 |
6.71 |
6.71 |
6.7 |
6.7 |
|
Output |
7.08 |
7.18 |
7.15 |
7.04 |
7.14 |
|
|
Turbidity in NTU |
Input |
218.4 |
317 |
864 |
514 |
529 |
|
Output |
15.7 |
39.2 |
45.7 |
52.1 |
48.4 |
|
|
Removal rate |
92.81 |
87.63 |
94.71 |
89.86 |
90.85 |
|
|
Color in UC Pt |
Input |
48.4 |
306 |
169 |
225 |
316 |
|
Output |
1.8 |
5.2 |
6.1 |
5.5 |
5.5 |
|
|
Removal rate |
96.28 |
98.30 |
96.39 |
97.56 |
98.26 |
|
|
COD mg O2/L |
Input |
9770 |
8500 |
9340 |
10030 |
9890 |
|
Output |
340 |
285 |
470 |
920 |
1040 |
|
|
Removal rate |
96.52 |
96.65 |
94.97 |
90.83 |
89.48 |
|
Source: Prepared by the authors.
Results after optimization
The following
analysis was performed considering the average of all existing data in order to
conduct follow-up and verification after optimization.
Efficiency monitoring and verification
Table 7 shows the
average concentrations of the treated effluent in the treatment plant after
optimization.
Table 7. Monitoring
of the average concentrations of treated effluent.
|
Parameter |
Period |
April |
May |
June |
July |
August |
September |
|
pH |
Input |
4.69 |
5 |
6.265 |
6.15 |
6 |
6.2 |
|
Output |
7.15 |
6.52 |
6.59 |
7.15 |
7.4 |
7.5 |
|
|
SST |
Input |
218 |
384 |
193.5 |
179 |
222 |
126 |
|
Output |
25 |
59 |
43 |
24.5 |
14 |
5 |
|
|
Removal rate |
88.53 |
84.64 |
77.78 |
86.31 |
93.69 |
96.03 |
|
|
COD |
Input |
3627 |
4627 |
5543.5 |
8590 |
5620 |
4926 |
|
Output |
470 |
470.3 |
901 |
1100 |
265 |
181 |
|
|
Removal rate |
87.04 |
89.84 |
83.75 |
87.19 |
95.28 |
96.33 |
|
|
BOD |
Input |
3280 |
2360 |
1119 |
1314 |
1209 |
1075 |
|
Output |
410.5 |
470.3 |
285 |
238 |
58 |
67 |
|
|
Removal rate |
87.48 |
80.07 |
74.53 |
81.89 |
95.20 |
93.77 |
|
|
Oils and fats |
Input |
3.8 |
4.1 |
5.8 |
2.6 |
6.8 |
8.1 |
|
Output |
0.6 |
0.6 |
0.2 |
0.2 |
0.3 |
0.2 |
|
|
Removal rate |
84.21 |
85.37 |
96.55 |
92.31 |
95.59 |
97.53 |
Source: Prepared by the authors.
The monitoring
results of Table 7 show the efficiency of the optimization of the conventional
physical-chemical treatment, which managed to remove between 70 and 80% of
pollutants, thus fulfilling the objectives of this research, which furthermore
eliminates physical-chemical parameters through sedimentation of the greatest
amount of suspended solids possible, so that only a mostly liquid and
homogeneous mixture circulates to the rest of the treatment plant.
DISCUSSION
The implementation of
the required changes, identified during the preliminary evaluation of the
treatment unit, made it possible to optimize the treatment process.
The use of chemical
inputs in inadequate doses, inaccurate points and inappropriate physical
conditions contributed to the low efficiency of pollutant removal.
The experimental
determination of the optimal reagents dose made it possible to maximize the
removal efficiency of the physical-chemical treatment unit, while minimizing
the use of reagents and avoiding saturation of the filtration units (Arboleda,
2000).
CONCLUSIONS
It was determined
that 200 ppm of lime, 250 mg/L of aluminum sulfate and 1 ppm polymer were
optimal doses for the physical-chemical treatment of the wastewater treatment
plant.
Regarding the
modifications made for the treatment plant optimization, a reservoir tank was
built next to the flocculator with an input line for the effluent and the
coagulant to be treated at the same time, achieving a rapid mixing in a contact
time of approximately one minute, making possible the first step of
conventional chemical treatment. By changing the inlet lines for the water to
be treated in the settler, the resuspension of the sludge formed was corrected
and, by installing properly disposed pipes, a homogeneous distribution of the
wastewater that enters the filters was achieved.
The results of the
analyses conducted before, during and after the optimization made it possible
to verify the efficiency of the treatment plant, achieving a removal rate
greater than 90% in the variables of total suspended solids, oils and fats,
COD, BOD and a pH adjusted to the range of the discharge (Chung, 2018). This
project demonstrates the importance of the interconnection between the
university and other spaces of society to contribute knowledge in the
improvement of quality of life.
REFERENCES
[1]
Amaya, W.; Cañón, Ó. & Avilés, Ó. (2004). Control de pH para una planta
de tratamiento de aguas residuales. Ciencia
e Ingeniería Neogranadina, 14(1), 86-95.
[2]
Aragonés, P.; Mendoza, J.; Bes-Piá, A.; García, M. & Parra, E. (2009). Application
of multicriteria decision analysis to jar-test result for chemicals selection
in the physical-chemical treatment of textile wastewater. Journal of Hazardous Materials,
164(1), 288-295.
[3]
Arboleda, J. (2000). Teoría y
práctica de la purificación del agua. Bogotá, Colombia: McGraw-Hill.
[4]
Baena, G. (2003). Metodología de la investigación. México, D. F.,
Mexico: Publicaciones Culturales.
[5]
Bouyer, D.; Estudié, R. & Liné, A. (2005). Experimental
analysis of hidrodynamics in a jar-test. Process Safety and
Environmetal Protection, 83(1), 22-30.
[6]
Chung, A. (2018). Hacia un escenario
futurible para la universidad pública. Conceptos, aportes y reflexiones. Lima, Peru: Fondo Editorial de la Universidad
Nacional Mayor de San Marcos.
[7]
Gobierno Autónomo Descentralizado del Municipio de Guayaquil (2013). Formato
de instrucciones para adjuntar a los reportes semestrales. Actividades según el
CIIU. F-CCA-ARI-01 versión 1.0.
[8]
Marín, R. (2012). Procesos físicoquímicos en depuración de aguas.
Teoría, práctica y problemas resueltos. Madrid, Spain: Ediciones Díaz de
Santos.
[9]
Ministerio del Ambiente (2015). Acuerdo Ministerial 097-A. Anexos del
Libro VI del Texto Unificado de la Legislación Secundaria del Ministerio del
Ambiente (TULSMA). En Norma de calidad ambiental y de descarga de efluentes:
recurso agua (pp. 286-339). Quito, Ecuador: Presidencia de la República.
[10]
Ramalho, R. (2015). Tratamiento de
aguas residuales. Barcelona, Spain: Reverté.
[11]
Russel, D. (2012). Tratamiento de aguas residuales, un enfoque
práctico. Barcelona, Spain: Reverté.
[12]
Segura, J. (2009). Maquinaria para tratamiento y depuración de aguas
fundamentos y aplicaciones. Madrid, Spain: Bellisco Ediciones Técnicas y
Científicas.
[13]
Trapote, A. (2016). Depuración y
regeneración de aguas residuales urbanas. Alicante, Spain: Unión de
Editoriales Universitarias Españolas.
[14]
Valencia, C. (2016). Aguas
residuales. Una visión integral. Bogotá, Colombia: UD.
[15]
World Health Organization (2012). UN-water global analysis and assessment of sanitation and
drinking-water (GLAAS). The Challenge of extending and sustaninig services.
Retrieved from https://apps.who.int/iris/handle/10665/44849.