Revista
Industrial Data 22(2): 65-84 (2019) Gustavo Quispe
DOI:
http://dx.doi.org/10.15381/idata.v22i2.17391
ISSN: 1560-9146 (Impreso) / ISSN: 1810-9993
Recibido: 02/03/2018
Aceptado: 30/04/2019
DISEÑO DE UN MODELO
DE PLANIFICACIÓN DE LA MANO DE OBRA DIRECTA PARA LA GESTIÓN DE PRODUCCIÓN DE
EMPRESAS FARMACÉUTICAS
Gustavo Raúl Quispe
Canales[1]
RESUMEN
En la
industria farmacéutica, la planificación de la producción responde a las variaciones
de la demanda de los clientes y de los procesos internos de la empresa; además,
esta industria genera actividades que no agregan valor, sino más bien
oportunidades de mejora como: a) las horas extra son mayor al 30%, b) las
reprogramaciones de la producción alcanzan el 40% y c) el nivel de servicio al
cliente estatal alcanza el 70% de las órdenes de compra por atender. En ese
sentido, la empresa tiene necesidad de mejorar esta situación, para lo cual se
diseña un modelo de plan de ventas y operaciones donde se encuentra la
planificación de la mano de obra directa (MOD), que va a permitir reducir las
horas extra y el cálculo de la cantidad de MOD, en consideración de su nivel de
eficiencia. En la práctica, este es el resultado esperado; su procedimiento se
logra mediante las decisiones de la gerencia de operaciones.
Palabras clave: plan de producción, planificación de la MOD, capacidad de
la MOD, método Kaizen, recurso crítico.
INTRODUCCIÓN
Al interpretar o definir
el modelo S&OP (Planeación de Ventas y Operaciones), Núñez et al. (2014) mencionan que:
El documento que recoge
este nivel de planificación es el denominado plan agregado de producción, en
cuyo diseño se tratará de igualar, siempre que sea posible, la tasa de
producción a las previsiones de demanda. Sin embargo, dado que esta última
suele no ser constante y regular a lo largo del tiempo, el planificador deberá
decidir qué medidas de ajuste se deberán tomar para intentar igualarlas.
Para iniciar el diseño
de un plan agregado, es pertinente conocer las necesidades de producción que se
desean satisfacer. Estas se deben calcular a partir de las previsiones de
demanda, considerando la existencia de inventarios disponibles (disminución de
necesidades) o la existencia de pedidos pendientes de fabricar dejado por
planificaciones anteriores (añadir necesidades). Así se obtiene el plan de
producción, insumo principal para la planificación de la mano de obra directa.
De acuerdo a ello, Arnoletto (2007) comenta
acerca de la secuencia de la planificación de los sistemas mrp (material requirement planning), la cual
tiene como principal objetivo especificar cuál será la «combinación óptima de
la tasa de producción, del nivel de la fuerza laboral y del inventario
disponible». Asimismo, la tasa de producción está referida al «número de
unidades terminadas por unidad de tiempo (como por hora o por día)»; mientras
que el inventario disponible «es el saldo del inventario no utilizado traído
desde el periodo anterior». Por último, «el nivel de la fuerza laboral es el
número de trabajadores necesario para la producción» (p. 142).
La planificación de la
mano de obra directa depende del modelo S&OP, donde considera qué variables
afectan al resultado. Con mayor profundidad es abordado por Peña (2017) en el
siguiente análisis:
En definitiva, el
S&OP trata de suavizar el efecto de las fluctuaciones de la demanda del
mercado, así como los efectos de los demás cuellos de botella que pueden
existir en la organización, y actúa como catalizador para evitar efectos
bruscos que repercutan en la cuenta de resultados, y lograr un equilibrio final
entre ventas y operaciones. (p. 84)
Los procesos de
fabricación se ven afectados, adicionalmente, por las relaciones humanas y las
variables del entorno, tales como los cambios económicos, sociales y políticos,
y que afectan los resultados de los procesos empresariales; Joseph (2019) lo explica así:
Uncertainty can be measured by the frequency of its
occurrence, and analyzing the relative contribution and resulting effect on
delivery performance. It can quantify whether the impact is minor or major.
Many conceptual and mathematical models are proposed and used to manage
competitive production/manufacturing under uncertainties. Uncertainties in
manufacturing have heterogeneous effects due to the interrelationships between
resources and operations.
The lead-time and demand uncertainties are individually
and interactively significant determinants of system performance found that as
processing time uncertainty increases, simple dispatch heuristics provide
performance comparable or superior to that of algorithmically more
sophisticated scheduling policies. Again, increasing manufacturing flexibility
leads to increased performance and to knob the uncertainty. (p. 679)
PROBLEMA
¿Cuál sería el impacto del diseño de un modelo de planificación de
la mano de obra directa en la gestión de la producción de empresas
farmacéuticas?
En el texto de Pacoricuna y Mejía
(2015) se comenta sobre el sistema de producción de una empresa farmacéutica, y
se afirma lo siguiente:
La tipología del sistema de producción corresponde a una producción por
lotes con cuatro características principales. En primer lugar, el inicio de la
fabricación es posible solo si se tiene la Orden de Trabajo, es decir, existe
un pedido que solicita el producto para despacharlo al cliente. En segundo
lugar, se cuenta con tres clientes denominados A, B y C. En tercer lugar, la
variedad de productos está conformada por 40 diferentes productos; y por
último, la demanda en el sector farmacéutico es fluctuante, lo que hace difícil
obtener un pronóstico de fabricación en un periodo de tiempo mayor a 6 meses. (p. 2)
Las fluctuaciones de la demanda
en el mercado farmacéutico son una variable frecuente; por lo tanto, es un
factor importante a considerar con el fin de minimizar las desviaciones.
Esto implica que debemos hacer un
control y seguimiento de la planificación de la mano de obra directa,
considerando la siguiente secuencia:
![]()
Donde la variable independiente
es el pronóstico, la variable dependiente de primer nivel es la planificación
de la producción y la variable dependiente de segundo nivel es la planificación
de la mano de obra directa.
PROBLEMAS ESPECÍFICOS
¿Qué variables y parámetros
logísticos y de producción intervienen en el proceso de la planificación de la
MOD para lograr planes alternativos sobre su propia capacidad? ¿Cómo un modelo
de planificación de MOD logra alternativas para minimizar los costos?
En su estudio, Heizer y Render (2008) mencionan cómo se integran la
planificación del mediano plazo con el operativo:
Para los fabricantes, el plan agregado liga los objetivos estratégicos
de la empresa con los planes de producción, pero en las empresas de servicios,
el plan agregado relaciona los objetivos estratégicos con la programación de la
mano de obra. (p. 111)
METODOLOGÍA
Del desarrollo del modelo de
planificación de la mano de obra directa (MOD)
El objetivo es proporcionar la
cantidad de personal de mano de obra directa que la empresa requiere; para
ello, es importante considerar la responsabilidad social señalada por Fernández
(2013):
La responsabilidad social no solo es aplicable a las grandes firmas,
sino se aplica a todo tipo de empresa, bien sean públicas o privadas,
incluyendo las pymes y las cooperativas. Además de permitir la mejora en cuanto
a imagen de marca de una empresa, esto conlleva a un impacto real en el valor
de la empresa. (p. 79)
En su libro sobre ingeniería de
métodos, en donde analiza la variable tiempo, Palacios (2009) señala que:
Las razones que hacen necesario tener estimaciones de tiempo son:
§
Las compañías deben cotizar un precio competitivo.
§
Para hacer una oferta se debe estimar el tiempo y costo de manufactura.
§
Establecer un programa de fabricación.
§
Evitar tiempos ociosos de máquinas y operarios.
§
Cumplir las fechas de embarque a los clientes.
§
Planear la llegada de las materias primas.
§
Realizar mantenimiento de equipos, instalaciones, orden y aseo de las
plantas.
§
Predecir las necesidades de equipo y mano de obra o sea las horas-hombre
y horas-máquina. (p. 182)
DISEÑO
Identificar los datos de
entrada, escoger los datos no confiables y eliminarlos, para lograr datos de
calidad
Planificación de la producción es la variable
independiente.
La planificación de la MOD es la variable
dependiente y el resultado esperado.
Estándar de producción expresa la cantidad de
horas-hombre (HH) que se requiere para producir una unidad agregada.
En 2013, Bello afirmó
que, para poder determinar el factor de producción relacionado con la mano de
obra, es necesario determinar el tiempo estándar para cada operación,
procedimiento, proceso o actividad. Para explicarlo, Bello desarrolló el
procedimiento del método de observación para determinar el tiempo estándar
aplicado a una operación de empacado de cajas.
Eficiencia de la MOD representa la relación
de la mano de obra directa real frente al estándar.
Distribución de la MOD expresa cómo las horas
directas son utilizadas en el proceso de producción: labor directa, labor
indirecta y labor no productiva.
Programación del modelo
Las especificaciones de
su funcionalidad.
Modelado del operador
del sistema de producción de planificación de la MOD.
En la figura 1 se puede
observar los insumos que se requiere para determinar la cantidad de mano de
obra directa necesaria para un plan de producción.
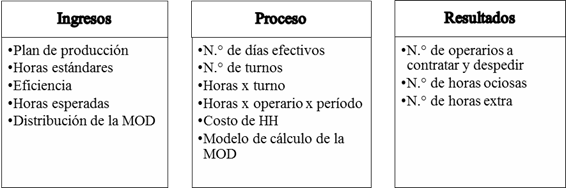
Figura 1. Planificación
de la MOD.
Fuente: elaboración propia.
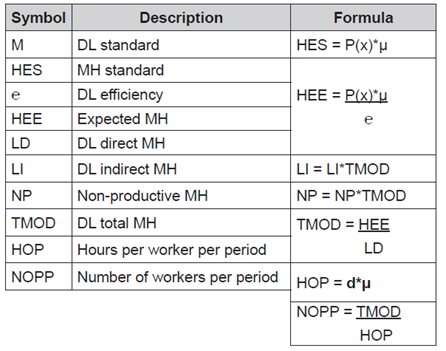
La identificación de las
variables y parámetros para el modelo de planificación de la MOD permite
calcular el número de personas que se necesita para un determinado plan de
producción. Ello se puede observar en la siguiente tabla:
Tabla 1. Cálculo de la
mano de obra directa.
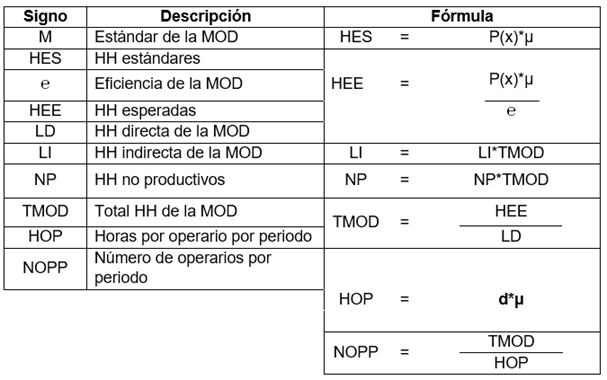
Fuente: elaboración
propia.
El objetivo de la planificación de los recursos, en
este caso de mano de obra directa, debe estar focalizado en mejorar los
procesos e equilibrar el uso de los recursos, tal como menciona Cuatrecasas
(2012) en su estudio:
La adecuada organización
y la racionalización de los procesos, junto a la utilización de tecnologías
avanzadas, nos llevará a esta optimización de la productividad. Esta
organización y racionalización alcanzará por supuesto a la clase y calidad de
factores productivos utilizados. Dentro de la mencionada racionalización, y en
especial en lo referente a la utilización de factores productivos, es importante
tener en cuenta el «equilibrio de participación» de los mismos, es decir, las
cantidades relativas utilizadas de cada uno. Ya vimos que el óptimo económico
se basa en combinar adecuadamente tales cantidades, y en lo que a los aspectos
prácticos hace referencia, creemos que es de la mayor importancia el
equilibrio: bienes de capital / mano de obra y la correcta cualificación de
ésta. (p. 725)
Pruebas
Luego de aprobado el
plan de producción, se simularon los cuatro escenarios:
1.
Cuando se cubre la demanda
con los trabajadores fijos o nombrados.
2.
Cuando la demanda
trimestral es mayor al promedio, pero menor que su capacidad.
a)
Planificar, contratando
y despidiendo.
b)
Planificar, contratando
y fijando horas extra.
c)
Planificar, con
trabajadores fijos y subcontratar los faltantes.
El plan de producción se
calcula en consideración a las necesidades del mercado por abastecer, las
políticas de producción, de inventarios, así como la capacidad y los registros
de estos mismos (ver tabla 3).
Estándar=20,25 HH/1000
UND; eficiencia=0,80; distribución de la mano de obra directa: labor directa
0,85; labor indirecta 0,10; labor no productiva 0,05.
A continuación, se
presentan dos escenarios:
a)
Cuando se cubre la
demanda con los trabajadores fijos o nombrados (ver tabla 3).
Se inicia el desarrollo
del plan de producción, como puede verse en la siguiente tabla:
Tabla 2. Plan de producción 1.
|
|
Política de inventario |
30 |
Unidades x hora |
396 |
Lote |
2000 |
|
Horas extra |
< = |
0% |
H x turno |
9,60 |
||
|
Trimestres |
0 |
I |
II |
III |
IV |
TOTAL |
|
Días
efectivos |
|
62 |
63 |
62 |
61 |
248 |
|
Capacidad
|
|
234 000 |
238 000 |
234 000 |
230 000 |
936 000 |
|
VENTA |
|
100 500 |
102 500 |
124 000 |
99 500 |
426 500 |
|
Órdenes
proceso |
|
4000 |
|
|
|
4000 |
|
Producción |
|
122 000 |
114 000 |
112 000 |
104 000 |
452 000 |
|
Inventario
proyectado |
24 000 |
49 500 |
61 000 |
49 000 |
53 500 |
213 000 |
|
Días
de inventario |
15 |
30 |
31 |
30 |
|
|
|
Capacidad
utilizada |
52% |
48% |
48% |
45% |
|
|
Fuente: elaboración
propia.
Generalmente, se trata
de productos que tienen una producción cuyas desviaciones, bajas o controladas,
poseen un personal fijo para la producción y, en épocas de alta, son cubiertas
por horas extra, lo cual asegura que las desviaciones de calidad sean mínimas,
lo que no sucede cuando se recurre a subcontratar la
mano de obra o la producción, donde las desviaciones de calidad son mayores al
10%.
Tabla 3. Cálculo de mano de obra directa 1.
|
Estándar
de la MOD |
20,25 |
|
|
|
|
|
HH
Estándares |
|
2471 |
2309 |
2268 |
2106 |
|
Eficiencia
de la MOD |
0,80 |
|
|
|
|
|
HH
esperadas |
|
3088 |
2886 |
2835 |
2633 |
|
Distribución
de la MOD |
|
|
|
|
|
|
HH
directa |
0,85 |
3088 |
2886 |
2835 |
2633 |
|
HH
indirecta |
0,10 |
|
|
|
|
|
HH
no productiva |
0,05 |
|
|
|
|
|
Total de la MOD (HH) |
|
3633 |
3395 |
3335 |
3097 |
|
Horas
x turno |
9,60 |
595,20 |
604,80 |
595,20 |
585,60 |
|
Operario x trim |
|
6,10 |
5,61 |
5,60 |
5,29 |
|
Operarios
fijos |
|
6 |
6 |
6 |
6 |
|
MOD
normal |
|
6 |
6 |
6 |
6 |
|
Horas
ociosas |
|
0 |
39 |
39 |
69 |
|
Horas
extra |
|
62 |
0 |
0 |
0 |
|
MOD
normal |
|
35 712 |
36 288 |
35 712 |
35 136 |
|
Horas
extra |
|
928 |
0 |
0 |
0 |
Fuente: elaboración
propia.
En este tipo de
escenario, la toma de decisiones está orientada a mejorar siempre el servicio
al cliente interno y externo (ver tabla 5).
b)
Cuando la demanda
trimestral es mayor al promedio, pero menor que su capacidad de producción (ver
tabla 4).
Tabla 4. Plan de producción 2.
|
|
Política de inventario |
30 |
Unid. x hora |
475 |
Lote |
1000 |
|
Horas extra |
< = |
0% |
H x turno |
9,60 |
||
|
Periodos |
0 |
I |
II |
III |
IV |
TOTAL |
|
Días
|
|
62 |
63 |
62 |
61 |
248 |
|
Capacidad
|
|
282 000 |
286 000 |
282 000 |
278 000 |
1 128 000 |
|
VENTA |
|
201 000 |
205 000 |
268 000 |
280 000 |
954 000 |
|
Órdenes
proceso |
|
4000 |
|
|
|
4000 |
|
PRODUCCIÓN |
|
271 000 |
237 000 |
276 000 |
258 000 |
1 042 000 |
|
Inventario
Py |
24,000 |
98 000 |
130 000 |
138 000 |
116 000 |
482 000 |
|
Días
de inventario |
7 |
30 |
30 |
30 |
|
|
|
Capacidad
utilizada |
96% |
83% |
98% |
93% |
|
|
Fuente:
elaboración propia.
La empresa formula un
juego de planes de producción que pueden ser más de uno, el cual es evaluado a
nivel de costos y seleccionado. También soporta las necesidades del mercado y
las exigencias internas que están dadas por las exigencias a cumplir con las
políticas establecidas por las gerencias y el mínimo de inversión.
Para el cálculo de la
cantidad de mano de obra directa, puede verse la siguiente tabla:
Tabla 5. Cálculo de la mano de obra directa 2.
|
Estándar de la MOD |
20,25 |
I |
II |
III |
IV |
|
HH estándares |
|
5488 |
4799 |
5589 |
5225 |
|
Eficiencia de la MOD |
0,80 |
|
|
|
|
|
HH esperadas |
|
6860 |
5999 |
6986 |
6531 |
|
Distribución
MOD |
|
|
|
|
|
|
HH
directa |
0,85 |
6860 |
5999 |
6986 |
6531 |
|
HH
indirecta |
0,10 |
|
|
|
|
|
HH
no productiva |
0,05 |
|
|
|
|
|
Total HH de la MOD |
|
8070 |
7058 |
8219 |
7683 |
|
Horas
x turno |
9,60 |
595,20 |
604,80 |
595,20 |
585,60 |
|
Operario x trim |
|
13,56 |
11,67 |
13,81 |
13,12 |
|
Operarios
fijos |
|
6 |
6 |
6 |
6 |
Fuente: elaboración
propia.
En su libro publicado en 2013, Bello menciona que «el tiempo total
por la unidad de producción es la base para el cálculo de: recurso humano,
maquinaria, horas-recurso humano, horas-máquinas y para obtener cualquier
información relacionada con el proceso productivo» (p. 99).
Existen dos variables
que afectan la planificación de la MOD: la eficiencia, que ajusta el estándar
frente a su ejecución, y la distribución, que se compone en:
Labor directa: son las
horas que agregan o transforman a los materiales hasta convertirlos en producto
terminado.
Labor indirecta: son las
horas que apoyan a que la producción alcance los objetivos de calidad y
eficiencia. Por ejemplo, la limpieza sin orden de producción, capacitación,
etc.
Labor no productiva: son
horas que no agregan valor al producto, al proceso, ni apoya a la producción.
Una planificación sin las consideraciones de estas dos variables
convierte al sistema de planificación en un sistema «nervioso», porque durante
su ejecución el planeador maestro va a tener que tomar decisiones, las cuales
varían entre las horas extra o contratar personal a última hora, con las
consecuencias de mermar la productividad.
La mano de obra demanda un tratamiento especial por ser un recurso que
no forma parte del producto, pero el cumplimiento de su pago es importante para
los resultados. Este punto es resaltado por Polo (2017) cuando hace el
siguiente análisis:
El costo de la mano de obra son los salarios, prestaciones y demás pagos
que se realizan a los operarios y por los operarios y demás trabajadores que
laboran en producción, cuya incidencia sobre la producción, ya sea directa o
indirecta, es notoria desde todo punto de vista. A diferencia de los
materiales, la mano de obra no queda representada físicamente en el producto
pero sí su efecto; de ahí que su naturaleza y tratamiento sea por lo tanto
diferente a los materiales utilizados en la producción. (p. 84)
Evaluación de la mejor
alternativa
Una vez calculada la cantidad de mano de obra directa, se evalúan
alternativas, tal como se observa en las siguientes tablas (6-9), donde se
analiza la forma de cómo cubrir este recurso crítico.
Tabla 6. Planificar la mano de obra directa, contratando
y despidiendo.
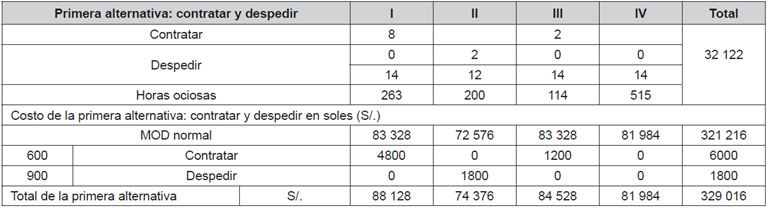
Fuente: elaboración
propia.
Tabla 7. Planificar la mano de obra directa, contratando y fijando horas
extra.
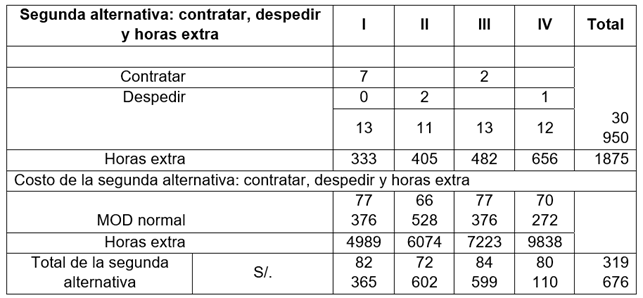
Fuente: elaboración
propia.
Tabla 8. Planificar la mano de obra directa con los trabajadores fijos y
subcontratar.
|
Tercera alternativa: subcontratar |
I |
II |
III |
IV |
Total |
||
|
Producción |
MOD normal |
|
119 922 |
121 856 |
119 922 |
117 988 |
479 687 |
|
|
Subcontratar |
|
151 078 |
115 144 |
156 078 |
140 012 |
562 313 |
|
|
|
|
271 000 |
237 000 |
276 000 |
258 000 |
1 042 000 |
|
Costo de tercera alternativa: subcontratar en soles
(S/.) |
|||||||
|
|
MOD
normal |
|
36 426 |
37 014 |
36 426 |
35 839 |
145 705 |
|
0,50 |
Subcontrata |
|
75 539 |
57 572 |
78 039 |
70 006 |
281 156 |
|
Total de la tercera
alternativa |
S/. |
111 965 |
94 586 |
114 465 |
105 845 |
426 861 |
|
Fuente: elaboración
propia.
De acuerdo con los
resultados, a nivel de costos se debería seleccionar la segunda alternativa,
que resulta ser la mejor opción para la organización (ver tabla 10).
Tabla 9. Resumen de las alternativas en soles (S/.).
|
Resumen de la
valorización de cada alternativa (S/.) |
|
|
Primera alternativa: contratar y despedir |
329 016 |
|
Segunda alternativa: contratar y horas extra |
319 676 |
|
Tercera alternativa: subcontratar |
426 861 |
Fuente: elaboración
propia.
El método Kaizen en la planificación de la MOD
La mejora continua debe ser aplicada en toda la
cadena de suministros. Lefcovich (2009) aborda ese asunto cuando desarrolla el
siguiente análisis:
Reducir a su mínima
expresión las actividades irrelevantes en cuanto a la generación de valor
añadido para los clientes externos, y reducir al mismo tiempo los niveles de
fallas y errores, permitirá generar mayores valores agregados al menor coste
posible. Ello es factible eliminando de manera progresiva y sistemática los
desperdicios y despilfarros producidos por las diversas actividades y procesos
de la empresa. (p. 11)
El proceso de mejora continua en la empresa
gestiona un plan maestro de proyectos, donde se ubican los que corresponden al
proceso de producción; por ejemplo, la mejora del ciclo de producción, que
permitirá una reducción de las HH x 1000 Und. para el III trimestre en la línea
de producción seleccionada en este estudio de investigación. En ese sentido,
«Mano de Obra Calificada: Se debe contar con personal calificado para evitar
fallas y reprocesos, evitando tiempos improductivos» (Álvarez et al.,
2004, p. 7).
Aplicado al módulo de planificación de la MOD
(tabla 11), los valores de los demás parámetros se mantienen; entonces se
obtendrían los resultados que se observan en la siguiente tabla:
Tabla 10. Plan de producción 3.
|
|
Política de inventario |
30 |
Und x hora |
475 |
Lote |
1000 |
|
Horas extra |
< = |
0% |
H x turno |
9,60 |
||
|
Periodos |
0 |
I |
II |
III |
IV |
Total |
|
Días |
|
62 |
63 |
62 |
61 |
248 |
|
Capacidad
|
|
282 000 |
286 000 |
282 000 |
278 000 |
1 128 000 |
|
Venta |
|
201 000 |
205 000 |
268 000 |
280 000 |
954 000 |
|
Órdenes
proceso |
|
4000 |
|
|
|
4000 |
|
Producción |
|
271 000 |
237 000 |
276 000 |
258 000 |
1 042 000 |
|
Inventario
Py |
24 000 |
98 000 |
130 000 |
138 000 |
116 000 |
482 000 |
|
Días
de inventario |
7 |
30 |
30 |
30 |
|
|
|
Capacidad
utilizada |
96% |
83% |
98% |
93% |
|
|
Fuente: elaboración
propia.
Dentro del plan de producción no se proyecta la
mejora, por lo tanto, el estándar utilizado permanece inalterable desde el
primer hasta el cuarto trimestre:
Tabla 11. La planificación de la mano de obra directa
antes de la mejora.
|
Estándar de la MOD |
20,25 |
I |
II |
III |
IV |
|
HH estándares |
|
5488 |
4799 |
5589 |
5225 |
|
Eficiencia de la MOD |
0,80 |
|
|
|
|
|
HH esperadas |
|
6860 |
5999 |
6986 |
6531 |
|
Distribución
de la MOD |
|
|
|
|
|
|
Labor
directa |
0,85 |
6860 |
5999 |
6986 |
6531 |
|
Labor
indirecta |
0,10 |
|
|
|
|
|
Labor
no productiva |
0,05 |
|
|
|
|
|
Total HH de la MOD |
|
8070 |
7058 |
8219 |
7683 |
|
Horas
x turno |
9,60 |
595,20 |
604,80 |
595,20 |
585,60 |
|
Horas x operario x tri |
|
13,56 |
11,67 |
13,81 |
13,12 |
|
Operarios
fijos |
|
6 |
6 |
6 |
6 |
Fuente: elaboración
propia.
El proceso de mejora continua demanda una inversión
por parte de la gerencia como líder, la cual debe de obtenerse de los procesos
mejorados. Adicionalmente, debe generarse ahorros, los cuales hacen competitiva
a la organización, tal como refiere Fernández (2009):
La aplicación de la
metodología de mejora exige determinadas inversiones. Es posible y deseable
justificar dichas inversiones en términos económicos a través de los ahorros e
incrementos de productividad que se producirán por la reducción del ciclo de
fabricación […]. El verdadero progreso en la empresa solo se ha logrado cuando
el ejecutivo de más alta jerarquía decide que él personalmente liderará el
cambio. (p. 5)
Se proyecta una reducción de HH en los trimestres III y
IV (tabla 12).
III
IV
Sin mejora 8219 7683
Con mejora 6575 6146
Total ahorro 1644 1537 = 3181 HH
Tabla 12. Planificación de la mano de obra directa
después de la mejora.
|
Estándar de la MOD |
20,25 |
I |
II |
III |
IV |
|
Estándar mejorado de la MOD |
16,20 |
|
|
|
|
|
HH estándares |
|
5488 |
4799 |
4471 |
4180 |
|
Eficiencia de la MOD |
0,80 |
|
|
|
|
|
HH
esperadas |
|
6860 |
5999 |
5589 |
5225 |
|
Distribución
de la MOD |
|
|
|
|
|
|
Labor
directa |
0,85 |
6860 |
5999 |
5589 |
5225 |
|
Labor
indirecta |
0,10 |
|
|
|
|
|
Labor
no productive |
0,05 |
|
|
|
|
|
Total HH de la MOD |
|
8070 |
7058 |
6575 |
6146 |
|
Horas
x turno |
9,60 |
595,20 |
604,80 |
595,20 |
585,60 |
|
Horas x operario x tri |
|
13,56 |
11,67 |
11,05 |
10,50 |
|
Operarios
fijos |
|
6 |
6 |
6 |
6 |
Fuente: elaboración
propia.
García (2008) desarrolla un análisis sobre los recursos
y, especialmente, sobre la mano de obra, a la que considera de gran relevancia:
El hombre es y seguirá
siendo el recurso más valioso de la empresa, aunque no sea de su propiedad […].
Por todo ello, la empresa no debe de considerar sólo el contrato colectivo de
trabajo, sino también responder a las necesidades y esperanzas de los
trabajadores y empleados, para contar con su máximo esfuerzo, ya que ellos
aportan talento, eficacia y experiencia e invierten los mejores años de su vida
en el éxito de la empresa. (pp. 75-76)
La empresa compartió los beneficios alcanzados con los trabajadores.
Así, el 10% de las ganancias logradas a través de las mejoras implementadas, en
el periodo de un año, se invirtieron en los trabajadores y empleados que
participaron en los diferentes proyectos de mejora. Este reconocimiento es
realizado mediante una ceremonia, y cada trabajador es reconocido por escrito,
además de entregarles un bien de acuerdo a su aporte.
RESULTADOS
El modelo de
planificación de la MOD es el resultado de la combinación de conocimientos de
ingeniería y la experiencia en plantas farmacéuticas, desarrollando planes de
producción y diferentes recursos, específicamente el recurso crítico de la mano
de obra directa. Por lo tanto, las variables seleccionadas para el modelo de
planificación de la MOD permiten ajustar los estándares y logran proyectar una
cantidad del recurso crítico al que se le denominará: HH esperado, por ser lo
más cercano a la realidad. El modelo matemático utilizado en la planificación
de la MOD permite combinar las variables y parámetros seleccionados; también
determina las necesidades del recurso crítico de la mano de obra directa en
cantidades muy cercanas a lo real.
En el diseño del modelo
de planificación de la MOD, se ha aplicado el método Kaizen (mejora continua),
y se proyecta un ahorro del recurso crítico de 3181 HH frente a la
planificación de la mano de obra directa sin mejora.
DISCUSIÓN
Si el modelo de planificación de la MOD no
considera los parámetros eficiencia y distribución de la MOD, como muestran los
resultados, las diferencias en un año alcanzarían la cantidad de -4306 HH, con
una desviación del -20,41%. Esto ocasionaría contrataciones de la MOD urgentes,
retrasos en la producción, horas extra, afectaría el nivel de servicio al
cliente e incrementaría los costos de las operaciones.
La aplicación de la
planificación de la MOD demanda a las organizaciones un nivel importante de
conocimiento sobre ingeniería industrial y de sus procesos empresariales en la
cadena de valor, además de tener determinados conceptos sobre ingeniería
industrial, como los desarrollados en la presente investigación.
Asimismo, puede
aplicarse el método Kaizen en la planificación de la mano de obra directa, pues
es necesario contar con un maestro de proyectos de mejora.
CONCLUSIONES
·
Las variables y
parámetros seleccionados para el modelo de PMOD son los correctos para la
realidad de la organización, porque permiten ajustar los estándares y proyectar
una cantidad del recurso crítico al que se denominará como HH esperado.
·
El modelo matemático
utilizado en la PMOD logra una buena combinación de las variables, los
parámetros y la ejecución de las operaciones definidas, y así determinar las
necesidades del recurso crítico: mano de obra directa en cantidades muy
cercanas a lo real.
AGRADECIMIENTOS
Agradecemos a los docentes y a los gerentes de empresas farmacéuticas por sus comentarios y consejos,
entre los cuales se menciona al Ing. Estivene Welsch Romainville y al Dr.
Alberto Valle Vega.
REFERENCIAS
BIBLIOGRÁFICAS
[1]
Álvarez, J.; Inche, J. y Salvador, G. (2004). Programación
de operaciones mediante la teoría de restricciones. Industrial Data, 7(1), 12-19.
[2]
Arnoletto, E. J. (2007). Administración de la
producción como ventaja competitiva. Recuperado de
http://www.adizesca.com/site/assets/g-administracion_de_la_produccion_como_ventaja_competitiva-ea.pdf.
[3]
Bello, C. (2013). Producción y operaciones aplicadas
a las pymes. Bogotá, Colombia: Ecoe Ediciones.
[4]
Cuatrecasas, L. (2012). Gestión económica de la
producción. Madrid, España: Ediciones Díaz de Santos.
[5]
Fernández, M. (2009). La mejora continua, una
necesidad de estos tiempos. Córdoba, España: El Cid Editor.
[6]
Fernández, R. (2013). La mejora de la productividad
en la pequeña y mediana empresa. Alicante, España: Editorial Club
Universitario.
[7]
García, J. (2008). Contabilidad
de costos. México, D. F., México: McGraw-Hill / Interamericana Editores.
[8]
Heizer, J. y Render, B. (2008). Dirección de la
producción y de operaciones. Decisiones tácticas. Madrid, España: Pearson
Prentice Hall.
[9]
Joseph, N. (2019). Uncertainty management of supply chain manufacturing
cost using genetic algorithm. International
Journal of Applied Engineering Research, 14(3), 678-683.
[10]
Lefcovich, M. (2009). Sistema de mejora continua
integral. Córdoba, España:
El Cid Editor.
[11]
Núñez, A.; Guitart, L. y Baraza, X. (2014). Dirección
de operaciones. Barcelona, España: Editorial UOC.
[12]
Pacoricuna, E. y Mejía, M. (2015). Mejoras en la
programación de la producción de una empresa farmacéutica. Industrial Data,
18(2), 27-35.
[13]
Palacios, L. (2009). Ingeniería de métodos. Movimientos y tiempos. Bogotá, Colombia:
Ecoe Ediciones.
[14]
Peña, C. (2017). Planificación de ventas y
operaciones S&OP en 14 claves. Granada, España: Marge Books.
[15]
Polo, B. (2013). Contabilidad de costos en la alta
gerencia: teórico-práctico. Bogotá, Colombia: Grupo Editorial Nueva
Legislación S. A. S.
Revista
Industrial Data 22(2): 65-84 (2019) Gustavo Quispe
DOI:
http://dx.doi.org/10.15381/idata.v22i2.17391
ISSN: 1560-9146 (Impreso) / ISSN: 1810-9993
Received: 02/03/2018
Accepted: 30/04/2019
DESIGNING
A DIRECT LABOR PLANNING MODEL FOR PRODUCTION MANAGEMENT OF PHARMACEUTICAL
COMPANIES
Gustavo Raúl Quispe Canales[2]
ABSTRACT
In the pharmaceutical
industry, production planning responds to changes in customer demand and
internal company processes. Processes in this industry are not value-additive,
although the industry does present opportunities for improvement, such as
reducing overtime, which occurs more than 30% of the time; reducing production
rescheduling, which reaches 40%; and improving level of customer service for
state institutions, who represent 70% of purchase orders. These situations need
to be improved within the company; and as a result, a sales and operations
model that includes direct labor planning is designed. This model should enable
a reduction of overtime and calculation of the amount of direct labor taking
into account efficiency level. In practice, this is the expected outcome; it is
achieved via the decisions made by the operations executive.
Keywords:
production plan, direct workforce planning, capacity of direct labor, critical
resource, Kaizen method.
INTRODUCTION
Regarding the definition of the Sales and Operations Planning (S&OP)
model, Núñez et al. (2014) state as follows:
El documento que recoge este nivel de planificación es
el denominado plan agregado de producción, en cuyo diseño se tratará de
igualar, siempre que sea posible, la tasa de producción a las previsiones de
demanda. Sin embargo, dado que esta última suele no ser constante y regular a
lo largo del tiempo, el planificador deberá decidir qué medidas de ajuste se
deberán tomar para intentar igualarlas. [The document that captures this level of planning is
the so-called aggregate production plan,
whose design will seek to match, whenever possible, the rate of production with
forecasted demand. However, since the latter is often not constant and regular over
time, the planner will need to decide what adjustment measures should be taken
to try to match them.] (p. 39)
In order to begin designing an aggregate plan, it is
important to know the production needs to be met. These should be calculated on
the basis of demand forecasts, taking into account the existence of inventories
available (reduction of needs) or the existence of outstanding orders left by previous planning
(add needs). Thus, the production plan is obtained, the main input in the planning of direct labor (DL).
Accordingly, Arnoletto (2007) comments on the sequence of material
requirement planning (mrp) systems, whose main objective is to specify the “combinación óptima de la tasa de producción,
del nivel de la fuerza laboral y del inventario disponible” [optimal
combination of production rate, workforce level and available inventory].
Production rate is the “número de
unidades terminadas por unidad de tiempo (como por hora o por día)” [number
of produced units per time unit (such as per hour or per day)]; available
inventory “es el saldo del inventario no
utilizado traído desde el periodo anterior” [is the balance of the unused inventory of
the previous period]; and “el nivel de la fuerza laboral es el número
de trabajadores necesario para la producción” [workforce level is the
number of workers necessary for production] (p. 142).
Direct labor planning depends on the S&OP model, which considers
which variables affect the result. Peña (2017) addresses it in greater depth in
the following analysis:
En
definitiva, el S&OP trata de suavizar el efecto de las fluctuaciones de la
demanda del mercado, así como los efectos de los demás cuellos de botella que
pueden existir en la organización, y actúa como catalizador para evitar efectos
bruscos que repercutan en la cuenta de resultados, y lograr un equilibrio final
entre ventas y operaciones. [S&OP ultimately seeks to soften the effect of
fluctuations in market demand, as well as the effects of other
bottlenecks that may exist in
the organization; it also acts as a catalyst to avoid abrupt effects on results
and to achieve a final balance between sales and operations.] (p. 84)
Production processes are further
affected by human relations and environmental variables, such as economic,
social and political changes, that have an impact on the results of business
processes. Joseph (2019) explains it as follows:
Uncertainty can be measured
by the frequency of its occurrence, and analyzing the relative contribution and
resulting effect on delivery performance. It can quantify whether the impact is
minor or major. Many conceptual and mathematical models are proposed and used
to manage competitive production/manufacturing under uncertainties.
Uncertainties in manufacturing have heterogeneous effects due to the interrelationships
between resources and operations.
The lead-time and demand
uncertainties are individually and interactively significant determinants of
system performance found that as processing time uncertainty increases, simple
dispatch heuristics provide performance comparable or superior to that of
algorithmically more sophisticated scheduling policies. Again, increasing
manufacturing flexibility leads to increased performance and to knob the
uncertainty. (p. 679)
PROBLEM
What would be the impact of designing a Direct Labor Planning Model on
the production process of pharmaceutical companies?
Regarding the production system of pharmaceutical companies, Pacoricuna
and Mejía (2015) state:
La tipología del sistema de
producción corresponde a una producción por lotes con cuatro características
principales. En primer lugar, el inicio de la fabricación es posible solo si se
tiene la Orden de Trabajo, es decir, existe un pedido que solicita el producto
para despacharlo al cliente. En segundo lugar, se cuenta con tres clientes
denominados A, B y C. En tercer lugar, la variedad de productos está conformada
por 40 diferentes productos; y por último, la demanda en el sector farmacéutico
es fluctuante, lo que hace difícil obtener un pronóstico de fabricación en un
periodo de tiempo mayor a 6 meses. [The typology
of the production system corresponds to a lot production with four main
characteristics. First, starting production is only possible if there is a work
order, that is, there is an order that requests the product to be shipped to
the customer. Second, there are three clients named A, B and C. Third, the
variety of products is made up of 40 different products; and finally, the
demand in the pharmaceutical sector is variable, which makes it difficult to obtain
a production forecast for a period longer than 6 months.] (p. 2)
Demand fluctuations in the pharmaceutical market are a frequent
variable; therefore, it is an important factor to consider in order to minimize
deviations. This implies that direct labor planning must be supervised and
monitored, considering the following sequence:
![]()
Where forecasting is the independent variable, production planning is
the first-level dependent variable and direct labor planning is the
second-level dependent variable.
SPECIFIC PROBLEMS
What variables and logistic and production parameters are involved in
the direct labor planning process in order to obtain alternative plans for its
own capacity? How does a Direct Labor Planning Model achieve alternatives to
minimize costs?
In their study, Heizer and Render (2008) mention how medium-term
planning is integrated with operational planning:
For
manufacturers, an aggregate schedule ties a firm’s strategic goals to
production plans. For service organizations, an aggregate schedule ties
strategic goals to workforce schedules. (p. 111)
METHODOLOGY
Development of the Direct Labor Planning
Model
The objective is to provide the amount of direct labor personnel the
company requires. To do so, it is important to consider the social
responsibility mentioned by Fernández (2013)
La responsabilidad social no solo es aplicable a las grandes firmas,
sino se aplica a todo tipo de empresa, bien sean públicas o privadas,
incluyendo las pymes y las cooperativas. Además de permitir la mejora en cuanto
a imagen de marca de una empresa, esto conlleva a un impacto real en el valor
de la empresa. [Social responsibility applies not only to large firms,
but to all types of enterprises, whether public or private, including SMEs and
cooperatives. In addition to enabling an improvement of brand image, this leads
to a real impact on the value of the company.] (p. 79)
In his book on method engineering, where the variable time is analyzed, Palacios (2009)
indicates that:
Time estimates are needed for the following reasons:
§ Companies must quote a competitive price.
§ Time and manufacture cost must be estimated to make an
offer.
§ The establishment of a production program.
§ Avoid idle machine and operator times.
§ Comply with shipping dates.
§ Plan the arrival of raw materials.
§ Maintain equipment, facilities, order and plant
cleanliness.
§ Forecast equipment and labor needs, that is, man-hours
and machine-hours. (p. 182)
DESIGN
Identify input data, select unreliable data and delete them in order to
obtain quality data.
Production planning is the independent variable.
Direct labor planning is the dependent variable and the expected result.
Standard of production represents the number of man-hours (MH) required to
produce an aggregate unit.
In 2013, Bello stated that, in order to determine the labor-related
production factor, it is necessary to determine the standard time for each
operation, procedure, process or activity. To explain this, Bello developed the
observation method to determine the standard time used in a box packing
operation.
Direct labor efficiency represents the ratio of real direct labor to the standard.
Direct labor distribution expresses how direct hours are used in the production
process: direct labor, indirect labor and non-productive labor.
Model
formulation
Functionality specifications.
Modelling of the direct labor planning production system operator.
Figure 1 shows the inputs required to determine the amount of direct
labor required for a production plan.
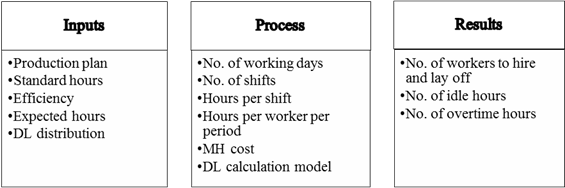
Figure 1. Direct labor planning.
Source: Prepared by the author.
The identification of variables and parameters for the Direct Labor
Planning Model makes it possible to calculate the number of people needed for a
given production plan. This can be seen in the following table:
Table 1. Calculation of direct labor.
Source: Prepared by the author.
The objective of resource planning, in this case of direct labor, should
be focused on improving processes and balancing the use of resources, as stated
by Cuatrecasas (2012) in his study:
La
adecuada organización y la racionalización de los procesos, junto a la
utilización de tecnologías avanzadas, nos llevará a esta optimización de la
productividad. Esta organización y racionalización alcanzará por supuesto a la clase y
calidad de factores productivos utilizados. Dentro de la mencionada
racionalización, y en especial en lo referente a la utilización de factores productivos,
es importante tener en cuenta el «equilibrio de participación» de los mismos,
es decir, las cantidades relativas utilizadas de cada uno. Ya vimos que el
óptimo económico se basa en combinar adecuadamente tales cantidades, y en lo
que a los aspectos prácticos hace referencia, creemos que es de la mayor
importancia el equilibrio: bienes de capital / mano de obra y la correcta
cualificación de ésta. [Proper organization and streamlining of
processes, together with the use of advanced technologies, will lead to this
optimization of productivity. This organization and streamlining will certainly
reach the type and quality of production factors used. In this streamlining,
especially regarding the use of production factors, it is important to consider
the “balance of participation” of these factors, that is, the quantities used
of each factor. We have already
observed that the economic optimum is based on a proper combination of such
quantities, and as far as practical aspects are concerned, we believe that
balance is of the utmost importance: capital goods / labor and its proper
qualification] (p. 725)
Testing
After the production plan was approved, four scenarios were simulated:
3. When demand is met with the permanent or appointed
workers.
4. When the quarterly demand is higher than the average, but
lower than its production capacity.
d) Planning, hiring and laying off.
e) Planning, hiring and assigning overtime.
f)
Planning, with
permanent workers and outsourcing those needed.
The production plan is calculated taking into account the needs of the
market to be supplied, the production policies, the inventories, as well as the
capacity and
records (see Table 3).
Standard=20.25 MH/1000 units; efficiency=0.80; DL distribution: direct labor 0.85; indirect labor 0.10;
non-productive labor 0.05.
Two scenarios are presented below:
c) When demand is met with the permanent or appointed
workers (see Table 3).
The development of the production plan begins, as can be seen in the
following table:
Table 2. Production plan 1.
|
|
Inventory policy |
30 |
Units per hour |
396 |
Lot |
2000 |
|
Overtime hours |
< = |
0% |
H x shift |
9,60 |
||
|
Quarter |
0 |
I |
II |
III |
IV |
TOTAL |
|
Working days |
|
62 |
63 |
62 |
61 |
248 |
|
Capacity |
|
234 000 |
238 000 |
234 000 |
230 000 |
936 000 |
|
SALE |
|
100 500 |
102 500 |
124 000 |
99 500 |
426 500 |
|
Process orders |
|
4000 |
|
|
|
4000 |
|
Production |
|
122 000 |
114 000 |
112 000 |
104 000 |
452 000 |
|
Projected inventory |
24 000 |
49 500 |
61 000 |
49 000 |
53 500 |
213 000 |
|
Days in inventory |
15 |
30 |
31 |
30 |
|
|
|
Used capacity |
52% |
48% |
48% |
45% |
|
|
Source: Prepared by the author.
These are generally products with a production whose deviations, low or
controlled, are conducted by permanent production staff and, in high
season, are covered by scheduling overtime. This ensures that quality deviations are minimal, which
is not the case when outsourcing labor or production, where quality deviations
are greater than 10%.
Table 3. Calculation of direct labor 1.
|
DL standard |
20.25 |
|
|
|
|
|
Standard MH |
|
2471 |
2309 |
2268 |
2106 |
|
DL efficiency |
0.80 |
|
|
|
|
|
Expected MH |
|
3088 |
2886 |
2835 |
2633 |
|
DL distribution |
|
|
|
|
|
|
Direct MH |
0.85 |
3088 |
2886 |
2835 |
2633 |
|
Indirect MH |
0.10 |
|
|
|
|
|
Non-productive MH |
0.05 |
|
|
|
|
|
Total
DL (MH) |
|
3633 |
3395 |
3335 |
3097 |
|
Hours per shift |
9.60 |
595.20 |
604.80 |
595.20 |
585.60 |
|
Workers per quarter |
|
6.10 |
5.61 |
5.60 |
5.29 |
|
Permanent workers |
|
6 |
6 |
6 |
6 |
|
Normal DL |
|
6 |
6 |
6 |
6 |
|
Idle hours |
|
0 |
39 |
39 |
69 |
|
Overtime hours |
|
62 |
0 |
0 |
0 |
|
Normal DL |
|
35 712 |
36 288 |
35 712 |
35 136 |
|
Overtime hours |
|
928 |
0 |
0 |
0 |
Source: Prepared by the author.
In this type of scenario, decision-making is always oriented towards
improving internal and external customer service (see Table 5).
d) When the quarterly demand is higher than the average, but
lower than its production capacity (see Table 4).
Table 4. Production plan 2.
|
|
Inventory policy |
30 |
Units per hour |
475 |
Lot |
1000 |
|
Overtime hours |
< = |
0% |
H x shift |
9.60 |
||
|
Periods |
0 |
I |
II |
III |
IV |
TOTAL |
|
Days |
|
62 |
63 |
62 |
61 |
248 |
|
Capacity |
|
282 000 |
286 000 |
282 000 |
278 000 |
1 128 000 |
|
SALE |
|
201 000 |
205 000 |
268 000 |
280 000 |
954 000 |
|
Process orders |
|
4000 |
|
|
|
4000 |
|
PRODUCTION |
|
271 000 |
237 000 |
276 000 |
258 000 |
1 042 000 |
|
Projected inventory |
24.000 |
98 000 |
130 000 |
138 000 |
116 000 |
482 000 |
|
Days in inventory |
7 |
30 |
30 |
30 |
|
|
|
Used capacity |
96% |
83% |
98% |
93% |
|
|
Source: Prepared by the author.
The company formulates a set of production plans—there can be more than
one—which is evaluated at cost level and selected. It also supports the needs
of the market and the internal requirements determined by the policies
established by management, keeping investment to a minimum.
For the calculation of the amount of direct labor, see the following
table:
Table 5. Calculation of direct labor 2.
|
DL standard |
20.25 |
I |
II |
III |
IV |
|
Standard MH |
|
5488 |
4799 |
5589 |
5225 |
|
DL efficiency |
0.80 |
|
|
|
|
|
Expected MH |
|
6860 |
5999 |
6986 |
6531 |
|
DL distribution |
|
|
|
|
|
|
Direct MH |
0.85 |
6860 |
5999 |
6986 |
6531 |
|
Indirect MH |
0.10 |
|
|
|
|
|
Non-productive MH |
0.05 |
|
|
|
|
|
DL total MH |
|
8070 |
7058 |
8219 |
7683 |
|
Hours per shift |
9.60 |
595.20 |
604.80 |
595.20 |
585.60 |
|
Workers per quarter |
|
13.56 |
11.67 |
13.81 |
13.12 |
|
Permanent workers |
|
6 |
6 |
6 |
6 |
Source: Prepared by the author.
In his book published in 2013, Bello mentions that “el
tiempo total por la unidad de producción es la base para el cálculo de: recurso
humano, maquinaria, horas-recurso humano, horas-máquinas y para obtener
cualquier información relacionada con el proceso productivo” [the total
time per production unit is the basis for the calculation of human resources,
machinery, man-hours, machine-hours, and for obtaining any information related
to the production process] (p. 99).
There are two variables that affect direct labor planning: efficiency,
which adjusts the standard to execution, and distribution, which is composed
of:
Direct labor: These are the hours that add or transform materials into finished
products.
Indirect labor: These are the hours that help production to achieve
quality and efficiency objectives. For example, cleaning, training, among
others.
Non-productive labor: These are the hours that do not add value to the
product or process, nor support production.
Planning without considering these two variables makes the planning
system an “uneasy” system, because during its execution the master planner will
have to make decisions, which vary between overtime or last-minute recruitment,
with the consequences of reducing productivity.
The labor force demands special treatment as it is not part of the
product; compliance with payment is important for the results. This point is
highlighted by Polo (2017) when he makes the following analysis:
El costo de la mano de obra son los salarios, prestaciones y demás pagos
que se realizan a los operarios y por los operarios y demás trabajadores que
laboran en producción, cuya incidencia sobre la producción, ya sea directa o
indirecta, es notoria desde todo punto de vista. A diferencia de los
materiales, la mano de obra no queda representada físicamente en el producto
pero sí su efecto; de ahí que su naturaleza y tratamiento sea por lo tanto
diferente a los materiales utilizados en la producción. [The cost of labor is the wages, benefits and other payments made to
operators and other employees working in production, whose impact on
production, whether direct or indirect, is notorious from every point of view.
Unlike materials, labor is not physically represented in the product but its impact
is; hence its nature and
treatment is therefore different from the materials used in production.] (p. 84)
Evaluation of the best alternative
Once the amount of direct labor has been calculated, alternatives are
evaluated, as seen in the following tables (6-9), where the manner how to cover
this critical resource is
analyzed.
Table 6. Direct labor planning, hiring and laying off.
|
First
alternative: hire and lay off |
I |
II |
III |
IV |
Total |
||
|
|
Hire |
|
8 |
|
2 |
|
|
|
|
Lay
off |
0 |
2 |
0 |
0 |
32
122 |
|
|
|
|
14 |
12 |
14 |
14 |
||
|
|
Idle hours |
|
263 |
200 |
114 |
515 |
|
|
Cost in soles (S/.) of
the first alternative: hire and lay off |
|||||||
|
|
Normal DL |
|
83 328 |
72 576 |
83 328 |
81 984 |
321 216 |
|
600 |
Hire |
|
4800 |
0 |
1200 |
0 |
6000 |
|
900 |
Lay off |
|
0 |
1800 |
0 |
0 |
1800 |
|
Total of the first
alternative |
S/. |
88 128 |
74 376 |
84 528 |
81 984 |
329 016 |
|
Source: Prepared by the author.
Table 7. Direct labor planning, hiring and assigning overtime.
|
Second
alternative: hire, lay off and overtime hours |
I |
II |
III |
IV |
Total |
||
|
|
|
|
|
|
|
||
|
|
Hire |
|
7 |
|
2 |
|
|
|
|
Lay off |
|
0 |
2 |
|
1 |
|
|
|
|
|
13 |
11 |
13 |
12 |
30 950 |
|
|
Overtime hours |
|
333 |
405 |
482 |
656 |
1875 |
|
Cost of the second
alternative: hire, lay off and overtime hours |
|||||||
|
|
Normal
DL |
|
77
376 |
66
528 |
77
376 |
70
272 |
|
|
|
Overtime hours |
|
4989 |
6074 |
7223 |
9838 |
|
|
Total of the second
alternative |
S/. |
82
365 |
72
602 |
84
599 |
80
110 |
319
676 |
|
Source: Prepared by the author.
Table 8. Direct labor planning with permanent and outsourced workers.
|
Third
alternative: outsourcing |
I |
II |
III |
IV |
Total |
||
|
Production |
Normal DL |
|
119 922 |
121 856 |
119 922 |
117 988 |
479 687 |
|
|
Outsourcing |
|
151 078 |
115 144 |
156 078 |
140 012 |
562 313 |
|
|
|
|
271 000 |
237 000 |
276 000 |
258 000 |
1 042 000 |
|
Cost in soles (S/.) of
the first third alternative: outsourcing |
|||||||
|
|
Normal DL |
|
36 426 |
37 014 |
36 426 |
35 839 |
145 705 |
|
0.50 |
Outsourcing |
|
75 539 |
57 572 |
78 039 |
70 006 |
281 156 |
|
Total of the third
alternative |
S/. |
111 965 |
94 586 |
114 465 |
105 845 |
426 861 |
|
Source: Prepared by the author.
According to the results, considering cost level, the second alternative
proves to be the best option for the organization and should be selected (see
Table 10).
Table 9. Summary of the alternatives in soles (S/.).
|
Summary of the valuation
of each alternative (S/.) |
|
|
First alternative: hire
and lay off |
329 016 |
|
Second alternative: hire
and overtime |
319 676 |
|
Third alternative:
outsourcing |
426 861 |
Source: Prepared by the author.
The Kaizen approach to direct labor planning
Continuous improvement must be applied throughout the supply chain. Lefcovich (2009) addresses this issue in the following
analysis:
Reducir
a su mínima expresión las actividades irrelevantes en cuanto a la generación de
valor añadido para los clientes externos, y reducir al mismo tiempo los niveles
de fallas y errores, permitirá generar mayores valores agregados al menor coste
posible. Ello es factible eliminando de manera progresiva y sistemática los
desperdicios y despilfarros producidos por las diversas actividades y procesos
de la empresa. [Reducing irrelevant activities to a minimum in terms of
generating added value for external customers, as well as reducing failures and
errors, will generate greater aggregated values at the lowest possible cost.
This can be done by progressively and systematically eliminating misuse and
waste produced by the various company activities and processes.] (p. 11)
The continuous improvement process in the company manages an improvement
project master plan, where production process plans are found; for example, the
improvement of production cycle, which will allow a reduction of MH x 1000
units for the third quarter in the production line selected in this research
study. In this sense, “Mano de Obra
Calificada: Se debe contar con personal calificado para evitar fallas y
reprocesos, evitando tiempos improductivos” [Skilled labor: qualified
personnel must be available to prevent failures and reprocessing, avoiding
downtime] (Álvarez et al., 2004, p. 7).
When the Kaizen
approach is applied to the Direct Labor Planning Model (Table 11) the values of
the other parameters remain unchanged.
The results obtained are shown in the following table:
Table 10. Production plan 3.
|
|
Inventory policy |
30 |
Units per hour |
475 |
Lot |
1000 |
|
Overtime hours |
< = |
0% |
H x shift |
9.60 |
||
|
Periods |
0 |
I |
II |
III |
IV |
Total |
|
Days |
|
62 |
63 |
62 |
61 |
248 |
|
Capacity |
|
282 000 |
286 000 |
282 000 |
278 000 |
1 128 000 |
|
Sale |
|
201 000 |
205 000 |
268 000 |
280 000 |
954 000 |
|
Process orders |
|
4000 |
|
|
|
4000 |
|
Production |
|
271 000 |
237 000 |
276 000 |
258 000 |
1 042 000 |
|
Projected inventory |
24 000 |
98 000 |
130 000 |
138 000 |
116 000 |
482 000 |
|
Days in inventory |
7 |
30 |
30 |
30 |
|
|
|
Used capacity |
96% |
83% |
98% |
93% |
|
|
Source: Prepared by the author.
Continuous improvement is not included within the production plan, thus,
the standard used remains unchanged from the first to the fourth quarter:
Table 11. Direct labor planning before improvement.
|
DL standard |
20.25 |
I |
II |
III |
IV |
|
Standard
MH |
|
5488 |
4799 |
5589 |
5225 |
|
DL
efficiency |
0.80 |
|
|
|
|
|
Expected
MH |
|
6860 |
5999 |
6986 |
6531 |
|
DL distribution |
|
|
|
|
|
|
Direct labor |
0.85 |
6860 |
5999 |
6986 |
6531 |
|
Indirect labor |
0.10 |
|
|
|
|
|
Non-productive labor |
0.05 |
|
|
|
|
|
DL
total MH |
|
8070 |
7058 |
8219 |
7683 |
|
Hours per shift |
9.60 |
595.20 |
604.80 |
595.20 |
585.60 |
|
Hours x worker x quarter |
|
13.56 |
11.67 |
13.81 |
13.12 |
|
Permanent workers |
|
6 |
6 |
6 |
6 |
Source: Prepared by the author.
The process of continuous improvement requires an investment by
management as the leader, which should be obtained from the improved processes.
In addition, savings should be generated, which make the organization
competitive, as indicated by Fernández (2009):
La
aplicación de la metodología de mejora exige determinadas inversiones. Es
posible y deseable justificar dichas inversiones en términos económicos a
través de los ahorros e incrementos de productividad que se producirán por la
reducción del ciclo de fabricación […]. El verdadero progreso en la empresa
solo se ha logrado cuando el ejecutivo de más alta jerarquía decide que él
personalmente liderará el cambio. [The application of the improvement
methodology requires certain investments. It is possible and desirable to
justify such investments in economic terms through the savings and productivity
gains that will result from the reduction of the manufacturing cycle […]. Real
progress in the company has only been made when the top executive decides that
he will personally lead the change.] (p. 5)
A reduction of man-hours in the III and IV quarters is projected (Table
12).
III
IV
Without improvement 8219 7683
With improvement 6575
6146
Total saved 1644
1537 = 3181 MH
Table 12. Direct labor planning after improvement.
|
DL
standard |
20.25 |
I |
II |
III |
IV |
|
Improved
DL standard |
16.20 |
|
|
|
|
|
Standard
MH |
|
5488 |
4799 |
4471 |
4180 |
|
DL
efficiency |
0.80 |
|
|
|
|
|
Expected
MH |
|
6860 |
5999 |
5589 |
5225 |
|
DL distribution |
|
|
|
|
|
|
Direct labor |
0.85 |
6860 |
5999 |
5589 |
5225 |
|
Indirect labor |
0.10 |
|
|
|
|
|
Non-productive labor |
0.05 |
|
|
|
|
|
DL
total MH |
|
8070 |
7058 |
6575 |
6146 |
|
Hours per shift |
9.60 |
595.20 |
604.80 |
595.20 |
585.60 |
|
Hours x worker x quarter |
|
13.56 |
11.67 |
11.05 |
10.50 |
|
Permanent workers |
|
6 |
6 |
6 |
6 |
Source: Prepared by the author.
García (2008) develops an analysis of resources and,
particularly, on labor,
which he considers highly relevant:
El
hombre es y seguirá siendo el recurso más valioso de la empresa, aunque no sea
de su propiedad […]. Por todo ello, la empresa no debe de considerar sólo el
contrato colectivo de trabajo, sino también responder a las necesidades y
esperanzas de los trabajadores y empleados, para contar con su máximo esfuerzo,
ya que ellos aportan talento, eficacia y experiencia e invierten los mejores
años de su vida en el éxito de la empresa. [Man is and
will remain the most valuable resource of the company, even if it is not
company-owned […]. Therefore,
the company should not only consider the collective labor contract, but also
respond to the needs and hopes of the workers and employees, to count on their
maximum effort, since they bring talent, efficiency and experience and invest
the best years of their lives in the success of the company.] (pp. 75-76)
The company shared benefits obtained with workers. Thus, 10% of the
profits achieved through the improvements implemented, in the period of one
year, were invested in the workers and employees who participated in the
different improvement projects. This recognition was made via a ceremony, and
each worker was recognized in writing, as well as given a gift according to
their contribution.
RESULTS
The Direct Labor Planning Model results from the combination of
engineering knowledge, experience of pharmaceutical plants in developing
production plans and different resources, specifically the critical resource of
direct labor. Therefore, the variables selected for the Direct Labor Planning
Model make it possible to adjust the standards and manage to project and
successfully forecast the critical resource amount called expected MH, as it is
the closest to reality. The mathematical model used in the planning model makes
it possible to combine selected variables and parameters; it also
determines the need of critical resources of direct labor in quantities very
close to the real amount.
The Kaizen approach (continuous improvement) was applied in the designing
of the Direct Labor Planning Model, and a critical resource saving of 3181 MH
was projected compared to direct labor planning without improvement.
DISCUSSION
If the Direct Labor Planning Model does not consider efficiency and
distribution parameters of direct labor, as shown by the results, the
differences in one year would reach -4306 MH, with a deviation of -20.41%. This
would lead to urgent direct labor hiring, production delays, and overtime; it
would also affect the level of customer service and increase operating costs.
The implementation of the Direct Labor Planning Model requires
organizations to have a significant level of knowledge of industrial
engineering and its business processes in the value chain, including knowledge
about specific industrial engineering concepts industrial engineering, such as
those developed in this research.
Similarly, the Kaizen method can be applied in planning direct labor, as it is
necessary to have an improvement projects master planner.
CONCLUSIONS
·
The variables
and parameters selected for the Direct Labor Planning Model were appropriate
for the reality of the organization, because they made it possible to adjust
the standards and project the amount of a critical resource that will be
referred as expected MH.
·
The
mathematical model used in the Direct Labor Planning Model achieved a good
combination of variables, parameters and execution of the defined operations,
and thus it was possible to determine the needs of the critical resource:
direct labor in
quantities very close to the
real amount.
ACKNOWLEDGEMENTS
To the professors and managers of the pharmaceutical companies for their
comments and suggestions, including Estivene Welsch Romainville and Dr. Alberto
Valle Vega.
REFERENCES
[1]
Álvarez, J.; Inche, J. & Salvador, G. (2004). Programación de operaciones
mediante la teoría de restricciones. Industrial Data, 7(1), 12-19.
[2]
Arnoletto, E. J. (2007). Administración de la
producción como ventaja competitiva. Retrieved from http://www.adizesca.com/site/assets/g-administracion_de_la_produccion_como_ventaja_competitiva-ea.pdf.
[3]
Bello, C. (2013). Producción y operaciones aplicadas
a las pymes. Bogotá, Colombia: Ecoe Ediciones.
[4]
Cuatrecasas, L. (2012). Gestión económica de la
producción. Madrid, Spain: Ediciones Díaz de Santos.
[5]
Fernández, M. (2009). La mejora continua, una
necesidad de estos tiempos. Córdoba, Spain: El Cid Editor.
[6]
Fernández, R. (2013). La mejora de la productividad
en la pequeña y mediana empresa. Alicante, Spain: Editorial Club
Universitario.
[7]
García, J. (2008). Contabilidad
de costos. México, D. F., Mexico: McGraw-Hill / Interamericana Editores.
[8]
Heizer, J. & Render, B. (2008). Dirección de la
producción y de operaciones. Decisiones tácticas. Madrid, Spain: Pearson
Prentice Hall.
[9]
Joseph, N. (2019). Uncertainty management of supply chain manufacturing
cost using genetic algorithm. International
Journal of Applied Engineering Research, 14(3), 678-683.
[10]
Lefcovich, M. (2009). Sistema de mejora continua
integral. Córdoba, Spain:
El Cid Editor.
[11]
Núñez, A.; Guitart, L. & Baraza, X. (2014). Dirección
de operaciones. Barcelona, Spain: Editorial UOC.
[12]
Pacoricuna, E. & Mejía, M. (2015). Mejoras en la
programación de la producción de una empresa farmacéutica. Industrial Data,
18(2), 27-35.
[13]
Palacios, L. (2009). Ingeniería de métodos. Movimientos y tiempos. Bogotá, Colombia:
Ecoe Ediciones.
[14]
Peña, C. (2017). Planificación de ventas y
operaciones S&OP en 14 claves. Granada, Spain: Marge Books.
[15] Polo, B. (2013). Contabilidad de costos en la alta gerencia: teórico-práctico. Bogotá, Colombia: Grupo Editorial Nueva Legislación S. A. S.