Revista Industrial Data 27(1): 69-88 (2024)
DOI: https://doi.org/10.15381/idata.v27i1.25652
ISSN: 1560-9146 (Impreso) / ISSN: 1810-9993 (Electrónico)
Process Reengineering of Master Data Measuring Process
Saul Jair Naranjo Flores[1]
Enoc Gutiérrez Pallares [2]
Production and Management
Submitted: 22/07/2021 Accepted: 23/08/2023
ABSTRACT
This research study focuses on the business process reengineering of the dimensioning process of imported stock-keeping units (SKU) in a distribution center for a company that specializes in the sale of home improvement products and construction materials. The study involved a time and motion study of the process using the spaghetti diagram tool, which highlighted the factors that were impacting the process and those that may optimize it. This led to an increase in productivity and a decrease in idle time, allowing for quicker measurement of the SKU universe. The study also led to the configuration of a system using the correct data, which streamlined warehouse operations.
Keywords: reengineering, SKU, process, productivity, warehouse.
INTRODUCTION
In today’s constantly evolving market, companies must integrate their processes, functions, and positions to be more competitive, adaptable to change, and make efficient use of resources (Olvera-Moran et al., 2023). This case study focuses on a company that has been operating for two years in Mexico and is seeking to position itself against its main competitor, The Home Depot.
However, due to the lack of well-defined processes in different areas such as receipt, data measurement, shipping, and warehousing, the company must seek standardization to achieve success (Rodenes et al., 2001). Efficiency in processes is crucial to the success of any business. This is where reengineering comes into play, allowing companies to optimize their operational resources and make improvements within their processes with minimal investment. The goal of this case study is to implement projects locally without seeking advice from LatAm operations, as it would require the Logistics Department to invest part of its budget.
This study aims to improve the measurement of master data by using the reengineering technique in measuring logistic data. A tool called spaghetti diagram, which is a part of Lean Six Sigma (LSS), is used to obtain time and movement measurement data. The objective is to increase resource productivity and decrease idle time. The research is relevant and novel because any national or international company that seeks continuous improvement can apply the methodology to obtain various benefits such as monetary gains, increased productivity, or time efficiency.
The hypothesis proposed is that the application of reengineering in the process of measuring master data helps to reduce downtime and increase staff productivity in a company dedicated to home improvement and the sale of construction materials. The results can be measured using key performance indicators (KPIs).
However, there are certain limitations. The level of priorities for the operation, such as the distribution and assortment of products, may cause delays in the work plan and sometimes prevent carrying out the tasks to obtain product data. Additionally, the personnel–who are hired through a service provider–may lack commitment or may not attend work, which can impact the work plan. As with any industry process, human resources become critical in making it possible to comply with the programmed work plan.
Research Problem
How to reduce idle time and increase productivity in the master data dimensioning process?
The objective of this research is to find ways to reduce the idle time of operators and improve productivity in the subprocesses of master data dimensioning of a company that offers products for home improvement and the sale of construction materials. To achieve this, the Lean Six Sigma tool spaghetti diagram will be used, with the two main objectives being to reduce idle time by 50% and increase productivity by 80%.
Hypotheses
H0: There is no mean difference between performing the process in the usual way and implementing the spaghetti diagram for time optimization.
H1: There is a significant mean difference between times on one process and the other.
Therefore, the decision rule is established under a significance level of α = 0.05.
Decision rule:
If −1.96 ≤ z ≤1.96, H0 is accepted.
If z >1.96 or z <−1.96, H0 is rejected.
Background Research
Previous applications of LSS and its continuous improvement tools in other organizations have shown promising results. Ticona (2022) applied Lean Six Sigma to repair breakdowns in communication links, resulting in improvements in the reduction of report resolution time by 37% and 300% in the reduction of repair time. Similarly, Torres (2019) applied the spaghetti diagram to improve a production line, resulting in an increase in production by 10%, the elimination of activities that do not add value, and the optimization of distance to transport material by 40%. Lastly, Martínez et al. (2016), through the application of value stream mapping and the spaghetti diagram, managed to optimize patient waiting time by 67%.
Theoretical Framework
Resource optimization is a new administrative modality that has emerged within the processes. According to Freihat (2020), it involves implementing various tools such as technology, quality analysis, process diagrams, subprocess analysis, and mapping of the stream of goods to improve what is already considered to be done well. However, it is important to note that this optimization process is called process reengineering. Heizer and Render (2007) suggest that reengineering requires examining the current process and the objective to achieve significant improvements. Meanwhile, Lefcovich (2004) and Moreno and Parra (2017) state that reengineering involves recreating and reconfiguring the company’s processes and activities, which implies reconfiguring the company’s systems.
As the authors suggest, reengineering involves a complete examination of a process and all the parts that make it up, including subprocesses, followed by the implementation of continuous improvement tools to change the current way of working to achieve monetary, production, waste reduction, or time optimization benefits, among others. According to Pérez et al. (2017), reengineering can greatly benefit companies if done correctly, by improving performance and reducing costs. Lefcovich (2004) argues that reengineering should be used to leverage a company’s strengths and eliminate its weaknesses.
It is worth noting that there are various methods and philosophies to implement, measure, and standardize these improvements. One such method is Lean Six Sigma, as explained by Escobedo and Soconnini (2021). This philosophy eliminates variability and reduces cycle times and costs. To achieve process improvement, the Lean Six Sigma methodology employs various tools and follows a five-step process known as DMAIC: define, measure, analyze, improve, and control.
According to Womack and Jones (2003) and García (2021), lean manufacturing is a methodology that helps companies improve their relationship with customers, product development, manufacturing, and supply chain management to produce high-quality products using fewer resources. This is achieved through strategies that improve operations and optimize available resources.
One of the tools used in the Lean Six Sigma methodology is the spaghetti diagram. As per Álvarez (2016), this diagram is a graphic representation of the movements performed by operators in a work area. It helps to map these movements and determine the correct layout of machines or workstations to create a lean process. The spaghetti diagram also reduces the time taken to perform tasks or subprocesses and avoids unnecessary movements. According to Locher (2017), the spaghetti diagram visually represents how information, services, or products physically move. It uses the layout of a facility or a designated area within a facility as a backdrop for the map. The location at which each step is performed is noted on the map.
One of the tools used in Lean Six Sigma is called just-in-time (JIT). According to Sánchez (2004), JIT is a philosophy that aims to eliminate all forms of waste in company activities, such as manufacturing, distribution, and office work. As summarized by Lefcovich (2005), the ultimate goal of JIT is to eliminate anything that does not add value to the product.
To maintain continuous improvement, Lean Six Sigma must control, improve, and standardize processes. One method for doing so is through the use of Kaizen, which is described by Delers (2016) as a process of continuously adapting processes and tools to achieve better results. This tool involves making small changes that do not require a large investment. Everyone in the organization needs to participate for Kaizen to be effective.
Standardization plays a vital role in ensuring that the best practices are followed to improve efficiency. It helps to reduce waste and makes abnormalities within the processes more visible. Improvements within the processes never end. In short, standardization eliminates the use of alternative methods that are less efficient.
METHODOLOGY
This research is a quantitative study, which involves collecting numerical data and using statistical analysis to detect behaviors and test theories, as defined by Hernández and Mendoza (2018). In this particular study, inferential statistics were applied to measure the average times taken to complete a task without optimization using the spaghetti diagram. Borda et al. (2013) mention that inferential statistics involves a set of statistical procedures and techniques used to obtain conclusions based on data obtained from a sample or population.
The spaghetti diagram, which graphically represents each movement of the operators within the assigned work area, was used during the research process. The purpose of this tool is to avoid rework or unnecessary movements that may tire the operators and involve long trips, which ultimately translate into more time for them to carry out their activities.
A total of 30 samples (n = 30) were collected for each of the three subprocesses over a period of 10 days. These subprocesses included collecting the product from its location and transferring it to the work area, obtaining logistical data, putting away stock-keeping units (SKUs) into their assigned place within the warehouse, and finally capturing the data in the warehouse management system (WMS). The logistical data included dimensions of packaging presentations, such as unit pack, inner pack, and master pack, as well as other measures such as height, width, length, weight, units per box, volume, boxes per layer, layers per pallet (TI/HI), and unit packs per pallet. The next step is putting away SKUs into their respective place within the warehouse, followed by capturing all the data in WMS.
Upon identification of all the subprocesses performed within the work area, time and motion measurements of the activities were taken. Meyers (2000) states that time and motion studies are cost-saving tools, as they help to reduce transfers and increase productivity time. The productivity time of a population of three workers in seven-hour shifts was measured using a stopwatch, with time measurement recorded in minutes. Data collection was carried out for 10 days by taking samples of the subprocesses’ time.
Tools were implemented to reduce time and increase productivity based on the obtained data. As a result, the process and its components, which are subprocesses, were studied extensively. If the sequence is carried out appropriately, all elements must flow or transmit the information to the next phase correctly. Reengineering requires focused work in the chosen area, using multidisciplinary teams, information technology, project leaders, and data analysis.
RESULTS
The company aims to improve this process without the intervention of the countries where it operates. While advice can be requested from other countries of operation, it involves high costs for the transfer of geography and distance. Therefore, it is advisable to allocate this budget to other innovations or developments. The company should prioritize studying and starting processes from scratch, and implementing improvements through a continuous improvement project.
In the study of times and movements, the first step is to collect time samples of the activities performed. As mentioned by Palacios (2016), studying time is essential to determine the time a qualified and trained operator takes to perform a task with the necessary tools in an appropriate environment.
There are several techniques to study time, and in this case, the stopwatch technique was used to measure time. This technique was developed by Frederick W. Taylor. For each of the sub-processes, three random samples were taken over ten days, making a sample size of 30, and then obtaining an average per day (Table 1). The overall average for each sub-process was then determined at the end of the data collection.
Table 1. Time Sampling Data for the Subprocesses.
|
Picking and Put Away Subprocesses - 40 SKU |
||||||||||
|
Day 1 |
Day 2 |
Day 3 |
Day 4 |
Day 5 |
Day 6 |
Day 7 |
Day 8 |
Day 9 |
Day 10 |
Average |
|
5.7 |
6.3 |
5.6 |
5.4 |
6.0 |
6.0 |
6.4 |
5.6 |
5.3 |
4.3 |
5.7 min |
|
Dimensioning Subprocess |
||||||||||
|
Day 1 |
Day 2 |
Day 3 |
Day 4 |
Day 5 |
Day 6 |
Day 7 |
Day 8 |
Day 9 |
Day 10 |
Average |
|
6 |
5.3 |
4.5 |
5.5 |
7 |
4.5 |
5 |
5.1 |
5.2 |
4.9 |
5.3 min |
|
Data Capture Subprocess |
||||||||||
|
Day 1 |
Day 2 |
Day 3 |
Day 4 |
Day 5 |
Day 6 |
Day 7 |
Day 8 |
Day 9 |
Day 10 |
Average |
|
1.2 |
1.15 |
1.13 |
1.5 |
1.3 |
1.1 |
1.4 |
1.6 |
1 |
1.3 |
1.2 min |
Source: Prepared by the authors.
During a 7-hour working day, 40 SKUs were measured using the following process. The picking and putting away processes of each SKU took 11.4 minutes, divided into two phases: picking (5.7 minutes) and putting away (5.7 minutes). The dimensioning process took 5.3 minutes per SKU, for a total of 3.2 hours. Finally, in data capture, the average time was 1.2 minutes per SKU. In total, 40 SKUs were measured in a 7-hour working day. During the dimensioning phase, there was an idle time of 3.7 hours, and during data capture, there was an idle time of 6.2 hours. A summary of this data is presented in Table 2.
Table 2. Summary of Initial Process Time.
|
Picking/Put Away |
Measure |
Capture |
|
|
Minutes per SKU |
11.4 |
5.3 |
1.2 |
|
Hours per Day |
7 |
7 |
7 |
|
SKU per Workday |
37 |
37 |
37 |
|
Idle Time |
0 |
3.7 |
6.2 |
Source: Prepared by the authors.
To improve productivity and reduce idle time, a Six Sigma tool called spaghetti or flow diagram was used to study times and movements.
In this case, the distribution center was the production facility or work center, and the SKUs to be measured were the products or services. The red arrows in the spaghetti diagram represent the movements made by the resource within the warehouse locations for the picking of the product. Each movement made was noted in the layout of the distribution center. As shown in Figure 1, the movements were disorderly and meaningless, resulting in long picking times, very little productivity in the dimensioning, and idle time for data capture in the system.
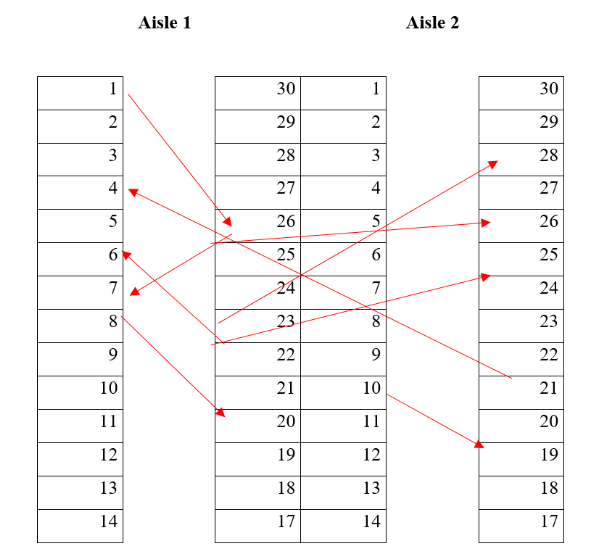
Figure 1. Spaghetti diagram of the picking subprocess before any process reengineering.
Source: Prepared by the authors.
Figure 2 shows the process after implementing improvements, such as making trips in order by location and consecutive aisles. This logical and orderly approach to the picking process of SKUs reduces idle time and creates a constant flow, as this activity is the input for the measurement to be carried out.
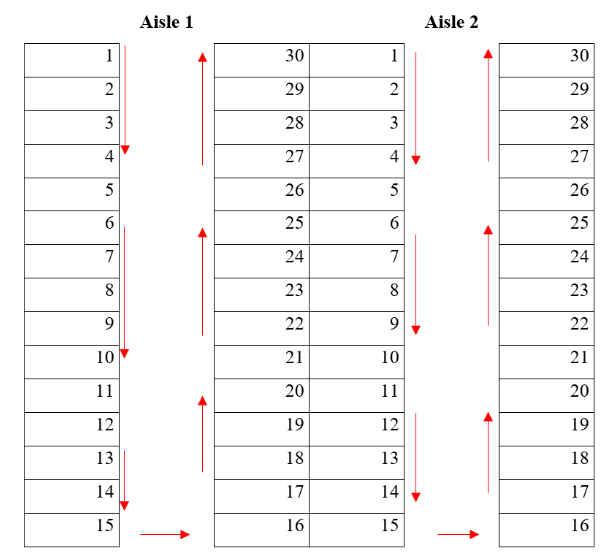
Figure 2. Spaghetti diagram of the picking subprocess after process reengineering.
Source: Prepared by the authors.
To determine whether the continuous improvement actions implemented within a process are working, a continuous improvement or project implementation leader must perform measurements or data analysis to determine the reduction of time achieved and compare the current time to the time before changes were implemented, as recommended by Rajadell and Sánchez (2010).
Figure 3 displays the new work scheme and the current dimensioning process. The initial flow for the measurement begins with the picking subprocess, where the boxes with numbers indicate the pallet to pick, measure, or put away. Each pallet must have 12 SKUs, and the number on the side of the pallet indicates the sequence that the picking/put away operator must follow.
The process starts with the picking of the first pallet of 12 SKUs. The picker takes it to the dimensioning area to obtain the measurements of the SKUs. The picker then moves on to the next two pallets while the first pallet is being loaded or about to be completed. At this point, the team already has two more pallets to work on. At the end of the measurement of the fifth pallet, one person begins with the data capture, and the person who provided the product joins in the measurement of the sixth pallet. After the sixth pallet is measured, the product is placed back in its place of origin, and the operator returns to continue measuring. Finally, the seventh pallet is reintegrated, and the process ends after a working day of seven hours.
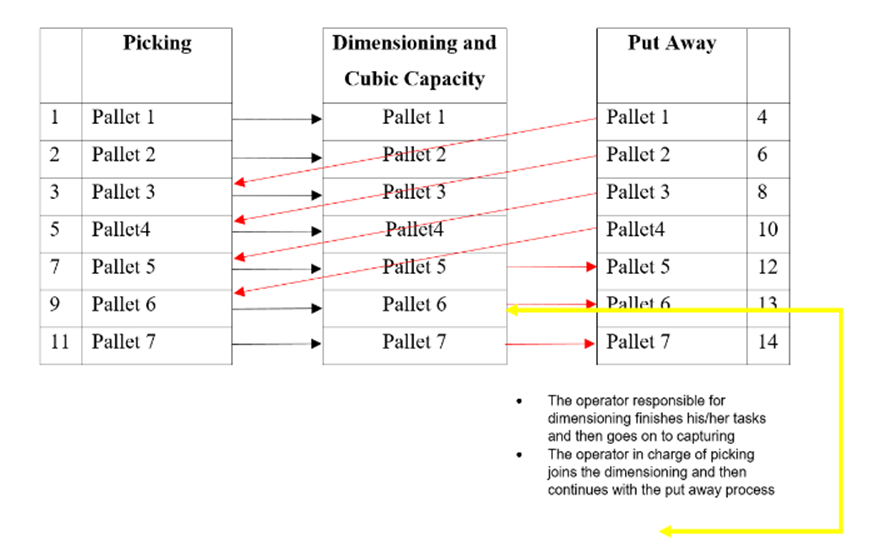
Figure 3. Dimensioning processes and the tasks assigned to each operator.
The sequence of tasks that the operator needs to follow is indicated by the number outside the pick/put away column.
Source: Prepared by the authors.
· Roles were assigned to the personnel involved in the process.
· The sheets for picking and putting away were modified to ensure they were carried out logically by aisles and consecutive locations.
· The personnel in charge of capture were assigned to product measurement for five and a half hours to obtain the logistical measurements of the products. The remaining time of the workday was dedicated to capturing data.
· Two people were assigned to dimensioning. One person manipulated the boxes, opened them, took the unit or inner packs from the boxes, placed the product in the dimensioning machine, placed the unit packs in the boxes, and returned them to the pallet. The second person captured the data in the measurement system.
After modifying the process, we measured the time and timed movements again. The results are shown in Table 3. A total of 84 SKUs were measured per workday, which represented a 210% increase in productivity. Idle time was reduced by 96%, considering that the picking/put away time is now split into two: 1.75 minutes to pick and 1.75 minutes to put away per SKU.
Table 3. Average Times After the Application of Process Reengineering for a Three-Person Workforce.
|
Picking and Put Away Subprocesses - 40 SKU |
|||||||||||
|
Day 1 |
Day 2 |
Day 3 |
Day 4 |
Day 5 |
Day 6 |
Day 7 |
Day 8 |
Day 9 |
Day 10 |
Average |
|
|
3.5 |
3.2 |
3.7 |
4 |
3.5 |
3.1 |
3.4 |
4 |
3.6 |
3 |
3.5 min |
|
|
Dimensioning Subprocess |
|||||||||||
|
Day 1 |
Day 2 |
Day 3 |
Day 4 |
Day 5 |
Day 6 |
Day 7 |
Day 8 |
Day 9 |
Day 10 |
Average |
|
|
5.3 |
4.9 |
5 |
4.9 |
5.6 |
4.8 |
5.3 |
4.7 |
5.2 |
5.7 |
5.14 min |
|
|
Data Capture Subprocess |
|||||||||||
|
Day 1 |
Day 2 |
Day 3 |
Day 4 |
Day 5 |
Day 6 |
Day 7 |
Day 8 |
Day 9 |
Day 10 |
Average |
|
|
1.2 |
1.3 |
1.2 |
1.3 |
1 |
1.4 |
1.1 |
1 |
1.3 |
1.2 |
1.2 min |
|
Source: Prepared by the authors.
According to the hypothesis testing distribution (Figure 4), a hypothesis test with a significance level of a = 0.05 was used to compare the theoretical value of the calculated Z-value with the practical value of the implementation and results of the methodology and process of the spaghetti diagram. It was found that the spaghetti diagram will improve the response and production times.
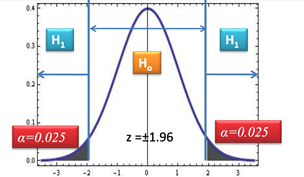
Figure 4. Hypothesis testing distribution.
Source: Prepared by the authors.
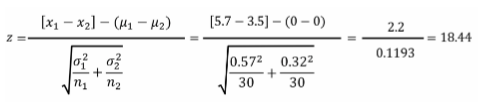
Table 4 provides a summary of the times taken for a three-person workforce to complete a process, with and without applying process reengineering. The null hypothesis (H0), which assumes that there is no significant difference in mean time between the conventional method and the spaghetti diagram approach, has been rejected. Instead, the alternative hypothesis (H1) has been selected, indicating that there is indeed a notable difference in time after implementing the spaghetti diagram. This confirms that the spaghetti diagram methodology is reliable and effective in optimizing processes in terms of time, resources, and costs. It is important to note that non-standardized processes tend to have a high degree of variation and deviation, whereas lean manufacturing principles suggest that standardization, methodology, and structured sequencing of processes have a positive impact on the overall supply chain and value chain.
Table 4. Summary of Average times After the Application of Process Reengineering for a Three-Person Workforce.
|
Picking/Put Away |
Dimensioning |
Capture |
|
|
Minutes per SKU |
3.5 |
5.14 |
1.2 |
|
Hours per Day |
7 |
7 |
7 |
|
SKU per Workday |
84 |
84 |
84 |
|
Idle Time |
6 min |
0 |
18 min |
|
Note |
On the 6th and 7th pallets, the operator takes measurements and goes on to the put away process. |
- |
On the 6th pallet, the operator starts capturing data in the WMS. |
Source: Prepared by the authors.
- Reduction in assortment time: By configuring the warehouse according to the sizes and volumes of the products rather than in an ABC order, slotting helps optimize operating costs and delivery times. This reduces the number of trips that need to be made within the warehouse.
- Reduction in picking errors: By implementing smart warehousing, slotting reduces errors made by operating personnel. The system automatically performs the necessary tasks, minimizing the need for human intervention.
- Intelligent replenishment tasks to the pick line: The system can automatically perform replenishment tasks from stock locations to pick line locations. However, it is important to configure the system correctly, taking into account the capacity of the location, the amount of product on the pallet, and available free locations to place the product.
- SKU traceability: Slotting enables the tracking of historical movements, locations, and movement of a product or lot within the supply chain.
- Improvement of warehouse occupancy rate: This is measured using special indicators that assess the percentage of usable volume over total volume. This provides a broad overview of the occupation of the distribution center.
- Optimization of transportation units: By measuring the volume of pallets, unit packs, or master packs, slotting helps optimize loading units. This in turn optimizes trips per unit, improves the occupancy rate of each unit, and reduces transportation costs.
DISCUSSION
The company under study sells home improvement products and construction materials and has been operating in Mexico for two years. It aims to position itself against its main competitor, The Home Depot. By applying reengineering to configure the storage system correctly in a shorter time, the Logistics Department’s productivity increased, reducing operational problems.
After conducting a series of tests and analyzing the results, we can confirm that the application of reengineering has produced significant positive outcomes. The most significant achievement was the development of a reliable and quantifiable process, which reduced idle time in the area by 96% and increased productivity by 210%. These results have confirmed our hypothesis.
Proper configuration of the system leads to a better fulfillment of orders for store replenishment. Previously, not all SKUs were supplied due to incorrect configuration of their attributes of parts per inner and per master packs. This happened because the system’s information was based on erroneous data provided by the suppliers.
The research enables continuous improvement of the process and the creation of inputs and outputs, ensuring sub-processes improve and flow correctly.
The main focus of this article is to propose an approach to enhance and modify the administration of human resources. The goal is to optimize the processes within the master data area, which is responsible for configuring the pallets. This configuration then automates the warehouse and replenishment orders for the stores. Additionally, the database obtained through the operation of this department updates the catalogs in the warehouse and the commercial area. This results in a monetary benefit for the company by impacting budget savings and increasing productivity. It also leads to lower personnel requirements and, therefore, less budget.
To achieve similar results in other organizations, it is essential to have a clear objective for the process. Additionally, the organization should have personnel such as pickers, dimensioning operators, data entry clerks, and a project leader to analyze the data and implement preventive or corrective actions to achieve the objective of continuous improvement. To carry out these activities, the logistics department must have a clear understanding of the available time and budget. It is also important to map out the inputs and outputs of each department resource and make the necessary adjustments based on the measurement of paths and time of activities.
CONCLUSIONS
Process reengineering is a methodology that organizations can use to identify necessary changes in their productive processes. Regardless of the tools used, the goal is always the same: process optimization. This often involves restructuring or reinventing processes to improve a company’s operations. Change is the only constant in this process.
After applying reengineering and testing the alternative hypothesis (H1), it was determined that the process was improved. As a result, the company saved money by not hiring consultants from LatAm operations. The logistics development department can now use this money for new implementations, innovations, or developments to further optimize the warehouse operation, which will directly reduce operating costs.
The results demonstrated that improving the SKU measurement process had a positive impact, resulting in better configuration of SKUs in the company’s WMS system. This has generated automatic tasks such as replenishing the pick line (assortment levels) and slotting (receiving area) to the appropriate locations. By creating an intelligent warehouse, the system reduces errors made by operating personnel, and the management of the system is streamlined.
REFERENCES
[1] Álvarez, F. (2016). Aplicación de herramientas lean manufacturing en procesos transaccionales. (Degree thesis). Universidad Nacional Autónoma de México, Ciudad de México. http://132.248.9.195/ptd2016/mayo/0744440/0744440.pdf
[2] Borda Pérez, M., Tuesca Molina, R., & Navarro Lechuga, E. (2013). Métodos cuantitativos, herramientas para la investigación en salud. Colombia: Universidad del Norte.
[3] Delers, A. (2016). La filosofía del Kaizen:Pequeños cambios con grandes consecuencias. 50MINUTOS.es. https://www.50minutos.es/libro/la-filosofia-del-kaizen
[4] Escobedo, E., & Soconnini, L. (2021). Lean Six Sigma Green Belt, paso a paso. Madrid, Spain: Marge Books.
[5] Freihat, S. (2020). The role of transformational leadership in reengineering of marketing strategies within organizations. Problems and Perspectives in Management,18(4), 364-375. http://dx.doi.org/10.21511/ppm.18(4).2020.29
[6] García, V. (2021, August 31). ¿Qué es un sistema de control de inventarios?. https://www.kizeo-forms.com/es-lat/que-es-un-sistema-de-control-de-inventarios/#
[7] Heizer, J., & Render, B. (2007). Dirección de la producción y de operaciones Decisiones tácticas. Pearson Educación.
[8] Hernández Sampieri, R. & Mendoza Torres, C. (2018). Metodología de la investigación. Las rutas cuantitativa, cualitativa y mixta. México DF, Mexico: McGraw-Hill.
[9] Lefcovich, M. (2004, September 24). Reingeniería de procesos. Gestiopolis. https://www.gestiopolis.com/reingenieria-de-procesos/
[10] Lefcovich, M. (2005, September 1). Just in time como camino hacia la excelencia. Gestiopolis. https://www.gestiopolis.com/just-in-time-camino-hacia-la-excelencia/
[11] Locher, D. (2017). Lean office: Metodología LEAN en servicios generales, comerciales y administrativos. PROFIT editorial.
[12] Martínez, P., Martínez, J. L., Cavazos, J., & Nuño, J. P. (2016). Mejora en el tiempo de atención al paciente en una Unidad de urgencias por medio de Lean Manufacturing. Nova scientia, 8(16). https://www.scielo.org.mx/scielo.php?script=sci_arttext&pid=S2007-07052016000100017
[13] Meyers, F. E. (2000). Estudio de tiempos y movimientos: Para la manufactura ágil. Pearson Educación.
[14] Mora García, L. A. (2016). Gestión de logística integral: Las mejores prácticas en la cadena de abastecimiento (2nd ed.). Bogotá, Colombia: Ecoe Ediciones.
[15] Moreno García, R. R., & Parra Bofill, S. (2017). Metodología para la reingeniería de procesos. Validación en la empresa Cereales “Santiago”. Ingeniería Industrial,38(2), 130-142. http://scielo.sld.cu/scielo.php?script=sci_arttext&pid=S1815-59362017000200002
[16] Olvera-Moran, B., Solís-Ferrer, H. E., & Chica-Castro, L. A. (2023). La reingeniería de los procesos en las industrias manufactureras en tiempos de postpandemia. Revista Científica INGENIAR: Ingeniería, Tecnología E Investigación, 6(12), 64-78. https://journalingeniar.org/index.php/ingeniar/article/view/132
[17] Palacios Acero, L. C. (2016). Ingeniería de métodos: Movimientos y tiempos. Bogotá, Colombia: Ecoe Ediciones.
[18] Pérez, G., Gisberto, V., & Pérez, E. (2017). Reingeniería de procesos. 3C empresa: Investigación y pensamiento crítico, 81-91. http://dx.doi.org/10.17993/3cemp.2017.especial.81-91
[19] Rajadell, M., & Sánchez, J. L. (2010). Lean manufacturing La evidencia de una necesidad. Ediciones Díaz de Santos.
[20] Rodenes, M., Torralba, J., Arango, M., & Puig, J; (2001). Reingeniería de procesos y transformación organizativa. Valencia, Spain: Alfaomega.
[21] Sánchez Zúñiga, A. (2004, February 13). Justo a tiempo, JIT. Una introducción a su filosofía: Gestiopolis. https://www.gestiopolis.com/justo-a-tiempo-jit-una-introduccion-a-su-filosofia/
[22] Ticona Gregorio, H. I. (2022). Aplicación de Lean Six Sigma para mejorar el subproceso de reparación de averías en enlaces de comunicaciones. Industrial Data, 25(1), 205-228. https://doi.org/10.15381/idata.v25i1.22194
[23] Torres, A. (2019). Mejoras de Proceso en una Línea de Producción. https://prcrepository.org/xmlui/handle/20.500.12475/144
[24] Womack, J., & Jones, D. (2003). Lean Thinking: Banish Waste and Create Wealth in Your Corporation. New York, NY, U.S.: Free Press.